



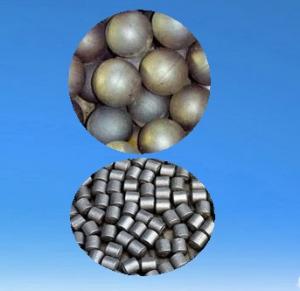





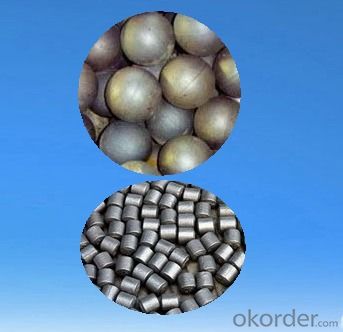
Rolling Steel Grinding Ball with Well Abrasive Resistance High Quality for Mineral Processing and Cement
- Ref Price:
-

- Loading Port:
- Qingdao Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 25MTS m.t.
- Supply Capability:
- 200000MTS/Year m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Features and Advantages of Rolling Steel Grinding Ball with Well Abrasive Resistance High Quality for Mineral
Processing and Cement:
1) High hardness: It has high hardness: surface hardness can reach 55-67 HRC, volume hardness 56-64 HRC
2) High Impact toughness: impact toughness is more than 15 J / cm2.
3) Low Broken rate: peel fragmentation resistance property of over 20000 times. The actual breakage rate is less than 1% and close to 0.
4) Size: Our products range from 20mm to 150mm, 1 inch to 6 inch, and we can also offer all size of products according to clients’ demand.
Chemical Elements of Rolling Steel Grinding Ball with Well Abrasive Resistance High Quality for Mineral
Processing and Cement:
Type | Name | C | Mn | Si | Cr | S | P |
CMAX-F01 | 20MN | 0.12-0.22 | 1.00-1.60 | 0.60-0.80 | ≤0.25 | ≤0.035 | ≤0.035 |
CMAX-F02 | 45# | 0.42-0.50 | 0.50-0.80 | 0.17-0.37 | ≤0.25 | ≤0.035 | ≤0.035 |
CMAX-F03 | 50MN | 0.48-0.56 | 0.70-1.0 | 0.17-0.37 | ≤0.25 | ≤0.035 | ≤0.035 |
CMAX-F04 | 60MN | 0.57-.0.65 | 0.70-1.0 | 0.17-0.37 | ≤0.25 | ≤0.035 | ≤0.035 |
CMAX-F05 | 65MN | 0.60-0.70 | 0.90-1.20 | 0.17-0.37 | ≤0.25 | ≤0.035 | ≤0.035 |
CMAX-F06 | B2 | 0.70-0.85 | 0.70-0.80 | 0.17-0.37 | 0.2-0.7 | ≤0.03 | ≤0.035 |
Specification and Hardness of Rolling Steel Grinding Ball with Well Abrasive Resistance High Quality for Mineral
Processing and Cement:
Type | Name | Impact Test AK.J/cm2 | Endurance Test Times(5m) | Dia 25mm-60mm | Dia 70mm-100mm | ||
Surface | Core | Surface | Core | ||||
CMAX-F01 | 20MN | ≥12 | ≥10000 | ≥42 | ≥48 | ≥40 | ≥45 |
CMAX-F02 | 45# | ≥12 | ≥10000 | ≥52 | ≥48 | ≥53 | ≥46 |
CMAX-F03 | 50MN | ≥12 | ≥10000 | ≥56 | ≥50 | ≥55 | ≥50 |
CMAX-F04 | 60MN | ≥13 | ≥12000 | ≥58 | ≥52 | ≥58 | ≥50 |
CMAX-F05 | 65MN | ≥15 | ≥12000 | ≥62 | ≥54 | ≥58 | ≥52 |
CMAX-F06 | B2 | ≥15 | ≥12000 | ≥62 | ≥55 | ≥58 | ≥52 |



- Q:How can the casting be free of trachoma?
- Measures for the prevention of trachoma in castings:1, sand compaction to high, paint two times;
- Q:Domestic large steel castings factory which is better, recommend!
- Do the casting manufacturer of large steel castings, Hunan Jinsha heavy industry science and technology limited company, heard that their professional only more than 1 tons of steel castings, anyway, 150T just big, the company won a lot of foundry industry patents should be good. At least spend money on research and development, then the quality should be all right.
- Q:Would you please tell me how to use casting parts for a year?The cast of an aircraft wing needs to be put aside for a year before it breaks;Does anyone know why?
- There are various casting stresses after casting, which can be divided into two kinds: thermal stress and shrinkage stress. In a long time placed in the atmosphere, called aging treatment.Aging treatment is an effective measure to eliminate casting stress. Aging is divided into natural aging, thermal aging and resonance aging.1, the so-called natural aging, the casting is placed in the open field for more than half a year, so that the internal stress relief.
- Q:Can the casting part be phosphating with the phosphating solution of the pickling board?
- If it is Phosphating for painting, it is not necessary, because the surface of the casting is rough and can be firmly bonded with the paint film.
- Q:Casting blank in the cooling process to release a large amount of heat energy, what can be recycled?
- Casting, do not need to provide a rough casting foundry drawings, according to your chart will put foot margin in the processing needs of the surface, the rest of the size can be found according to the mechanical design manual and manual casting. General Casting Factory Casting Division will be in your chart marked on shrinkage and processing margin figure (usually with red and green pen) to the patternmaker production of wood or other material mould diagram.
- Q:Cause of choking of casting parts
- The reason is not in the coated sand, see coating gas evolution, the best use of zircon powder coating (low gas evolution), there is a mold according to a vent needle, this depends on your way is flat or vertical pouring pouring pouring, if vertical pouring, venting pin on the die, and the big piece how could the plane, pouring water flat, a breath, a taboo ah!
- Q:Why should pig iron be used in casting?
- Popular name is called pig iron, in fact, is a kind of cast iron without treatment, after casting, in iron elements to add other elements to improve casting performanceIt mainly improves the fluidity, reduces the melting point and reduces the shrinkage.Usually pure iron and cast iron at the eutectic point (about 4.7% carbon content) can be used for castingThere are many kinds of cast iron, usually grey cast iron, ductile iron and vermicular graphite iron......
- Q:Selection of hydraulic press is the casting parts and steel plate welding, how to choose?
- Casting parts in one shape, the overall processing in this regard than steel plate welding better. The same price is much more expensive than steel. Large hydraulic presses seldom have casting parts.
- Q:Lathe processing stainless steel casting parts to use what type of tool, the speed into the amount of how much tool angle
- It has something to do with the size of your work, and it has a lot to do with the blade you're using right now.
- Q:What do you mean by "proofing" in the casting? Do you charge for the proofing?
- Proofing refers to making the first sample to confirm to the customer
1. Manufacturer Overview |
|
|---|---|
| Location | Shandong,China |
| Year Established | 2000 |
| Annual Output Value | US$5 Million - US$10 Million |
| Main Markets | Domestic Market, South Asia, Southern Europe, Northern Europe, Central America |
| Company Certifications | ISO9001;IS014001 Certificate |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | Qingdao Port |
| Export Percentage | |
| No.of Employees in Trade Department | 10-20 People |
| Language Spoken: | English;Chinese; |
| b)Factory Information | |
| Factory Size: | Above 100,000 square meters |
| No. of Production Lines | Above 10 |
| Contract Manufacturing | Grinding Balls; Grinding Rods; Grinding Cylpebs. |
| Product Price Range | Average |
Send your message to us
Rolling Steel Grinding Ball with Well Abrasive Resistance High Quality for Mineral Processing and Cement
- Ref Price:
-
- Loading Port:
- Qingdao Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 25MTS m.t.
- Supply Capability:
- 200000MTS/Year m.t./month
Offcanvas right
OKorder Service Pledge
OKorder Financial Service
Similar products






New products





Hot products






Hot Searches
Related keywords

