

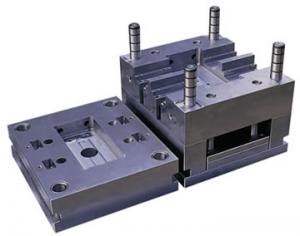
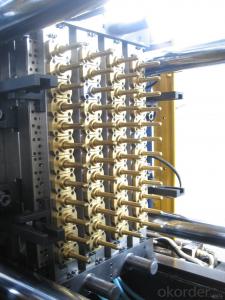
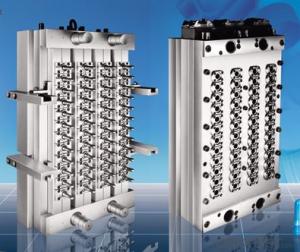
PET Preform Mould Wide Mouth Preform Hot Runner 8 Cavity
- Ref Price:
-

- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








PET Preform Mould Wide Mouth Preform Hot Runner 8 Cavity
Specification:
Material for Cavity: | 2316, HRC48-52 |
Material for Core: | 2316, HRC48-52 |
Material for neck: | 2316,HRC48-52 |
Mold plate: | P20 |
Hot runner nozzle | Use the material Beryllium brone from Japan,HRC38 |
Valve pin: | SKD61,HRC 48-52, and SKD51, HRC59-61 |
Guarantee: | One year or 2million shots |
Payment: | T/T, L/C |
Delivery time: | 25-45 wording days based on the different products |
Features:
1.Mould plates are P20 Steel with pre-hardening process. Core, cavity and neck screw are made of S136 high strength anti-corrosive stainless steel, which is better than 48HRC.
2.Mould plate is completed by one-time processing to ensure the concentricity of molding hold and guide bush, guaranteeing the compact structure of the mould.
3.Opening/closing pulling plate (material S136) adopts bearing slide type to drop the perform with reliable structure. And it is a highly integrated process of slider, pushing plate and ejection. All sliding parts surface inlaid self-lubricating copper alloys to ensure low friction coefficient and strong wear-resistant.
4.The main components are consistent with various well-know foreign brands, high positioning accuracy and convenient disassembly.
5.Reasonable and quick spiral cycle waterway can get rapid cooling effect to shorten cycle time.
6.Adopting double cone positioning principle guarantees high manufacturing precision to ensure the product does appear flash, different sizes, irregular and other defects.
7.Neck screw is processed by famous brand equipment. The dimension is accurate and consistent
8.Moulding part hardening makes the friction surface stable, identical and durable in use.
Our Services
1. Can supply with both Mold & Molded parts
2. Provide Milled Prototype Making, Mold Design, Mold Making, Mold Testing, Molding, Products assembly...services
3. With more than 25 years experience, all of works are done 100% in our factory in Taiwan!
4. Low volumes / Small orders are welcome! Please contact us to discuss case by case.
5. Accept only OEM / ODM / Customer Projects. We do not have any existing molds for sell.
6. Mold building lead time: Around 40-50 days, with 1st Mold trialing report and Mold trailing samples
Product Description
Plastic materials: | PS, ABS, PP, PVC, PMMA, PBT, PC, POM, PA66, PBT+GF30%...etc. |
Other materials: | Rubber, Silicone rubber, LSR, aluminum, zinc...Metal...etc. |
Quality: | ROSH and SGS standard |
Feature: | Non marking and Non flash |
Size: | According to your drawing |
Color, Quantity, Unit price, Tooling cost, Tooling size: | To be discussed |
Mold structure: | Injection Mould, Plastic Mold, Overmould, 2k mould, Die-Casting Mould, Thermoset Mold, Stack Mold, Interchangeable Mold, Collapsible Core Mold, Die Sets, Compression Mold, Cold runner system LSR Mold,…etc. |
Mould Base: | HASCO standard, European standard, World standard |
Mould Base Material: | LKM, FUTA, HASCO, DME, etc. or as per customer’s requirement. |
Surface Finish: | Texture (MT standard), high gloss polishing |
Finish: | Mirror finish etc. |
Cavity / Core steel: | P20, 2311, H13, 2344, Starvax 420, 236, AdC3, S136, 2312, 2379, 2316, 2083, Nak80, 2767 etc. |
Cavity: | Single cavity, Muti Cavity, based on customer’s requirement. |
Hot / Cold Runner: | HUSKY, INCOE, YUDO, HASCO, DME, MoldMaster, Masterflow, Mastip, Taiwan made brand…etc. |
Mould Life: | 1,000 to 1,000,000 shots (according to your working environment) |
Design & Program Softwares: | CAD, CAM, CAE, Pro-E, Solid works…etc. |
Equipments: | High speed CNC, standard CNC, EDM, Wire Cutting, Grinder, Plastic Injection Molding Machine for testing mold from 50-3000T available. |
Package: | Standard exported wooden box packed, fumigation process (upon required) |
Mold building lead time: | T1, 40~50 days, parts measurement report (upon required). |
Annual production: | 250 sets of mold |
- Q:How is the die in the manufacturing industry
- If you are a production company, you can buy it as a tool and sell it as a material sale. Purchase: low value consumables - molds Taxes should be paid in the form of VAT Bank deposits (or accounts payable) Sales: bank deposits (or accounts receivable) Other business income - material sales Tax payable - value-added tax Cost of transfer: other business costs Low value of the loan - molds Welcome to use the "fiscal and tax question-and-answer community" for financial advice
- Q:What type of mould is the tooling
- Mould: the definition of industrial production to injection molding, blow molding, extrusion, die casting or forging molding, smelting, the methods of stamping, stretching products of various molds and tools required. In short, the mold is used for molding tool of the item, it consists of various parts, mainly by the changes of the molding material physical state to implement items shape processing.
- Q:Is the digital control the same as the mold? If not, what's the difference?
- There is a difference, the numerical control is a kind of lathe! The mold is a large scale model! They're very different
- Q:The core is the moving or the model, male or female?
- The moving mode is the common mode. In the case of the core, the frame of the frame is called the core, which is the core of the moving model and the core of the static model
- Q:The characteristics of cold making die steel
- It is widely available in cold steel: high hardness, high wear-resisting, high compressive strength and quenching performance Cold stamping die, stamping die, drawing die, extrusion die and so on
- Q:How many kinds of equipment can be used to open the mould?
- The molds have a lot of equipment Most basic: lathe, milling, grinding machine, line cutting, drilling machine These are the most basic. And, of course, you need to press the bed for the test
- Q:Make the mold with the dough
- Don't know what material are you going to make up, but the estimate is made of liquid class can be solidified material. So note that, if the material to be heated to a liquid to prevent the high temperature burn silly putty cavity (silly putty is usually made of flour and salt). In addition to prevent leakage of liquid. (recommended materials choose gesso)
- Q:Is the slanting and shoveling chicken in the mold the same thing, shoveling the chicken? Where is it used?
- Oblique woven so rarely General said shovel chicken (tackle) you know oblique woven should know shovel base, its function is used to compress the slider, prevent when glue by shoot rubber pressure make the influence of the slider in the back.
- Q:What is the difference between the mold and the numerical control? The difference is?
- The mould is the frame that makes the product moulded, the numerical control is the equipment that the processing mould needs. If you are learning, the mold is manual and the CNC machine is mechanical
- Q:Why are the stamping molds wrinkling?
- The pressure side is small or the clearance is large, please check carefully.
1. Manufacturer Overview |
|
|---|---|
| Location | |
| Year Established | |
| Annual Output Value | |
| Main Markets | |
| Company Certifications | |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | |
| Export Percentage | |
| No.of Employees in Trade Department | |
| Language Spoken: | |
| b)Factory Information | |
| Factory Size: | |
| No. of Production Lines | |
| Contract Manufacturing | |
| Product Price Range | |
Send your message to us
PET Preform Mould Wide Mouth Preform Hot Runner 8 Cavity
- Ref Price:
-
- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products






New products






Hot products



Related keywords

