


PET Preform Mould PET Preform Injection Moulding
- Ref Price:
-

- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








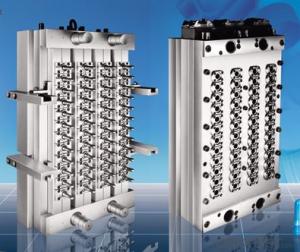
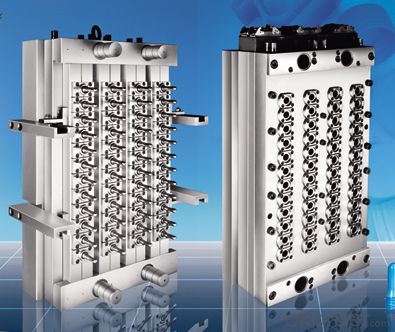
1. Structure of Multi-Cavities PP Preform Mould
preform mould,PET preform mould
single cavity with self-lock to keep less thickness tolerance
Mould life:800K-1,500,000 shots
PET preform mould
2. Main Features of Multi-Cavities PP Preform Mould
.Design to production of mold, 100% made in Taiwan.
. The SGS RoHS Certification Mark demonstrates our commitment to quality and achieving consistent production.
. Excellent in interchangeable cores molds design.
. Surface finish with high gloss polishing.
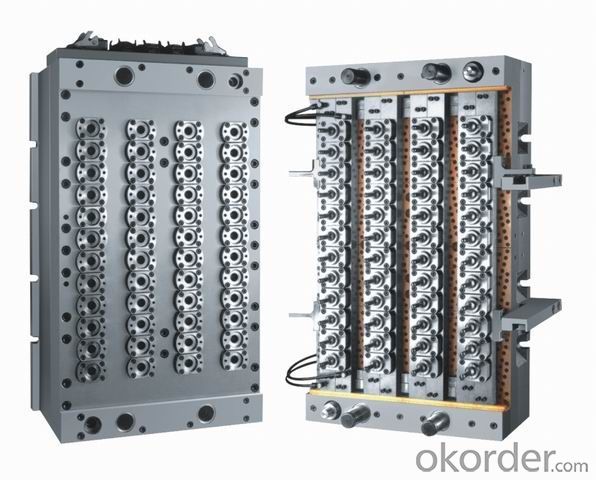
3. Images of Multi-Cavities PP Preform Mould



4. Packaging & Shipping of Multi-Cavities PP Preform Mould
. Can supply with both Mold & Molded parts
. Provide Milled Prototype Making, Mold Design, Mold Making, Mold Testing, Molding, Products assembly...services
. With more than 25 years experience, all of works are done 100% in our factory in Taiwan!
. Low volumes / Small orders are welcome! Please contact us to discuss case by case.
. Accept only OEM / ODM / Customer Projects. We do not have any existing molds for sell.
. Mold building lead time: Around 40-50 days, with 1st Mold trialing report and Mold trailing samples
5. FAQ of Multi-Cavities PP Preform Mould
Q: How to get a quotation and start business relationship with your company?
A: Please send us email and our sales representive will contact you as soon as we receive your email.
Q: How to receive a price quotaion in the shortest time?
A: When you send us an enquiry, please kindly make sure all the details, such as the mateiral, product size, surface treatment and packaging are mentioned.
Q: How to start a custom project with your company?
A: Please send us your design drawings or original samples so that we can offer a quotation first. If all details are confirmed, we will arrange the sample making.
Q: What’s your MOQ?
A: The MOQ depends on the design and production processes of the products. For the majority of our bathroom sets, our MOQ is 10000sets.
Q: What types of payment terms do you accept?
A: Currently, the payment terms we accept are T/T (30% before production, 70% against B/L copy) and irrevocable L/C at sight.
Q:How long can I receive an order?
A: That depends on the specific items and your order quantity. Normally, the lead time for a 20ft container load is 50-60 days.
- Q: Is the stamping tool to be used for the precision of the stamping parts? Why is that?
- In general, it is possible to look at the precision of the product requirements. This type of mould to the flatness of the main problem is falling materials problem, if the flatness requirement is strict, it must be on the top of the lower die shear engineering with strong spring, shear process ensure the punch material is within the scope of clamping incised, punch height is just right across the material thickness can be half a (theoretical value, can adjust the height). This station is called "half cut back", will fall with CARDS in the next work is expected to bring was taken to a station by the punch shot down, the flatness of the product will be effectively controlled.
- Q: Is the slanting and shoveling chicken in the mold the same thing, shoveling the chicken? Where is it used?
- I have never heard of what it is called The main function of shoveling a chicken, which is also called a slider lock block, is to compress the slider There is another type of spatula in front of the former mold which is the top of the chicken It's double insurance on the back
- Q: What does it mean to have a rough die
- The tool is used to process the rough shape of the mould. And the machine tool and cutter that open coarse use is less accurate, such processing speed is relatively quick. It needs to be left with a residual amount, and then replaced with a processed machine tool and tool. Die strategy: Follow the perimeter: less knife, more clean blade, more empty blade, suitable for electrode processing, avoiding the phenomenon of the cutting of the knife in electrode processing. Follow the workpiece: it is not easy to cut, the way is safe, it is suitable for steel material processing, lifting the knife.
- Q: How do H13 mould steel heat treatment
- 2. The quenching and tempering toughness good die quenching process specification: heating temperature of 1020 ~ 1050 ℃, oil cooling or air cooling, 54 ~ 58 HRC hardness; For hot hard mould quenching technology, heating temperature of 1050 ~ 1080 ℃, oil cooling, 56 ~ 58 HRC hardness. Recommend a tempering temperature: 530 ~ 560 ℃, 48 ~ 52 HRC hardness; Tempering temperature 560 ~ 580 ℃; 47 ~ 49 HRC hardness. Tempering should be twice. At 500 ℃ tempering, tempering the secondary hardening peak, tempering hardness, the highest peak at about 55 HRC, but toughness is the worst. Therefore, tempering process to avoid around 500 ℃ advisable. According to the use of mould need, within the range of 540 ~ 620 ℃ tempering. Quenching heating should be two preheating (600 ~ 650 ℃, 600 ~ 850 ℃), in order to reduce heating process to produce thermal stress.
- Q: What courses are required to learn the UG mould design?
- Software UG mold design and processing technology of mold manufacturing, etc., to learn the software Suggestions to learn mould theory knowledge at the same time, access to practice is the best, the UG is just a kind of tool of mold design, don't understand the mold design theory and the practice of knowledge, the design is difficult to learn, suggest to buy books on mold design technical guidance.
- Q: Why is the mold selected for quenching?
- Medium temperature tempering ^ (350-350 - c) : organization for tempered troostite after tempering. Hardness in the range of roughly HRC35 ^ - 45, within the scope of the elastic limit and yield strength of steel is higher, so it is mainly used for all kinds of springs, spring clip first class. High temperature tempering (500 ^ - 6800 - c) : the organization for tempering sorbite, hardness range for HRC23-35. The strength, plasticity, toughness and good overall mechanical properties of steel can be obtained by tempering the heat within this temperature range. It is mainly used for shaft parts, gears, rods, poles, screws, etc. The tempering of the hardened and subsequent heat is usually referred to as the adjustment of steel. The hardness of modified treatment weeken the scope for H RC25 ^ - 32. Tempering treatment is widely used in various important structure parts. As the final heat treatment, but also can be used as a certain precision parts, such as molding parts heat treatment in advance. It provides a uniform and small body tissue to reduce the deformation in the final heat treatment process and provide the foundation for the better final performance. (3) the surface heat treatment The so-called surface heat treatment is by changing the parts surface layer organization or change to the surface chemical composition. At the same time give parts surface layer and the core of different performance. That is, a method of heat treatment with the properties of external hard toughness. Surface treatment is divided into two categories: surface hardening and chemical heat treatment.
- Q: The performance requirement of die steel
- The hardness is the main technical indicator of the mold steel, the mould is in high stress to keep its shape and size constant, it must have high hardness. Cold is a mold steel which is generally hard at room temperature under the condition of HRC60, the heat is made of steel according to its working condition, the general requirement is kept in the HRC40 ~ 55 range. In the case of the same steel, the hardness is proportional to the deformation resistance in a certain degree of hardness. However, there may be significant differences in the plasticity resistance of the steel species with the same hardness value and different tissue.
- Q: Basic knowledge of die fitter
- 4. The fitter species along with the development of mechanical industry, the widening scope of work bench, professional division of labor is more thin, so is divided into ordinary fitter fitter (assembly fitter), repair bench, die locksmith tools (bench) and so on. (1) the general fitter (assembly bench) is mainly engaged in the assembly and adjustment of machinery or parts, and the clamping of some parts. (2) the repairman mainly engages in the maintenance of various kinds of machinery and equipment. (3) tool fitter (tool manufacturing fitter) is mainly engaged in the production of moulds, tools, measuring tools and samples. 5. Fitter basic operation skills including line, chisel cut cut cut (), sawing, drilling, reaming, counter boring, reaming, tapping and set of silk, straightening and bending, riveting, scraping, grinding, and basic measuring skills and simple heat treatment, etc. Either fitter, first of all should grasp the fitter in all kinds of basic operation skills, and then according to different division of labor further study to grasp the good parts of the bench processing and assembly of products and equipment, repair and other skills. Fitter skills require strengthening basic skill practice, strict requirement, standard operation, practice and innovation. Basic operation skills are the basis of production, is the basis for the machinist's professional skills, therefore, must first master, can be achieved step by step in the future work with ease, with ease.
- Q: The plastic mould automatically dies and the product drops when it falls
- I can see that you are also a mould-born, and I won't say anything about the second, the pneumatic secondary roof can adjust the rhythm of the blow. Where does the product meet with the mold, and where does it hit the mold when it is scratched or falling off? Can't make way? And one way is to use both hands, also just manipulator only suck in down, one of the product is a movement up and down, but the two products are formed a time order, the speed also have won't each other parts
- Q: What do you do with the exhaust? How are we going to
- There are many ways to exhaust the cavity, but every method must be guaranteed: the exhaust groove should be designed to prevent the material from spilling into the slot. The second is to prevent blockage. Therefore, from the surface of the cavity of the cavity to the cavity of the cavity in the cavity of the cavity, the exhaust tank of 6 to 12mm long, the slot height should be about 0.25 to 0.4 mm. In addition, the number of exhaust slots is harmful. It is dangerous to cause cold flow or fissure in the cavity material if the mode of the lock mode is very high in the part of the cavity that is not open. In addition to outside the parting surface of cavity exhaust, also can be in the end of the pouring system of material flow set exhaust slot location, and leave gaps around the ejector rod achieve the goal of exhaust. Because of the depth, width, and location of the exhaust groove; If not properly, the resulting spines will affect the aesthetics and accuracy of the products. Therefore, the size of the above clearance is to prevent the appearance of the flying side near the top of the rod. It should be noted that in the exhaust of the gear such as gears, it may not be possible to have even the smallest edge. This type of assembly is best to exhaust the air in the following way. The size of 200 # carbide abrasive is applied to the surface of the parting surface. In addition, in the end of the pouring system of material flow to open exhaust slot is mainly refers to the position at the end of the shunt way exhaust slot, its width should be equal to the width of the distributary channel, height varies depending on the material.
Send your message to us
PET Preform Mould PET Preform Injection Moulding
- Ref Price:
-
- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products




Hot products





Hot Searches
Related keywords

