




PET Bottle Preform Mould Supply 48 Cavity
- Ref Price:
-

- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like







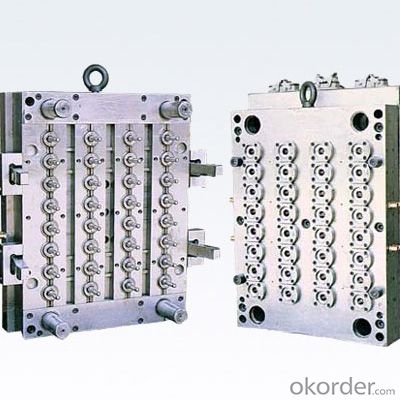
1. Structure of Multi-Cavities PP Preform Mould
preform mould,PET preform mould
single cavity with self-lock to keep less thickness tolerance
Mould life:800K-1,500,000 shots
PET preform mould
2. Main Features of Multi-Cavities PP Preform Mould
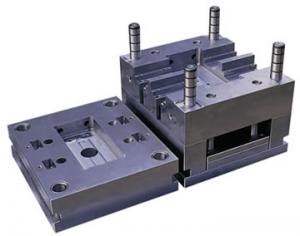
.Mould structure
Advanced structure is designed to improve rate of finished products;Two-step double taper locating technology;The each cavity is self locked independently with the core.The off-center adjustment system make the perform thickness error less than 0.05mm.Bottleneck is adopted International Screw thread standard, No cutting of gate to reduce the labor intensity
. Material of steel
Cavity and core use stainless steel 2316 with fine polishing,high hardness to get mold's high precision and good quality. mechanical treatment cavity and core to prolong service life,nitrogen treatment with neck screw.with fitly operation,guarantee Long using life over 2 million shots of injection cycle
.About gate system
Pin-valve gate,pneumatic drive the nozzle pin simultaneous high speed open and close action. which can effectively control the injection hole open and close actions on each cavity. reliable seal function, smooth moving, low thermal expansion rate ,long using life and also saves electric energy.
.About hot runner
The hot runner system is designed and made by ourselves, it can achieve ideal and prompt heating effect for preform production ,cavity with lower injection pressure to reduce wear and tear of mould parts.we use the double heating system,it has separate temperature control mode ,the heat bar are used to heat the mould mainfold plate,small heaters supply the heating temperature for cavity nozzle continuously.
.Cooling system
Each parts including core ,cavity and valve gate has independently cooling system.
.special satisfied servive
Each mould undergoes strict mould test before delivery.we can provide an experienced team for installation and test as per client's request Standard inter-changeable mould components
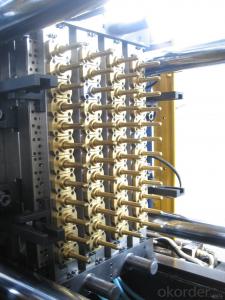
3. Images of Multi-Cavities PP Preform Mould



4. Packaging & Shipping of Multi-Cavities PP Preform Mould
The company can provide full no-man bottle preform product line, which includes injection machine, mould robotic arm and moulds.
5. FAQ of Multi-Cavities PP Preform Mould
Q: How to get a quotation and start business relationship with your company?
A: Please send us email and our sales representive will contact you as soon as we receive your email.
Q: How to receive a price quotaion in the shortest time?
A: When you send us an enquiry, please kindly make sure all the details, such as the mateiral, product size, surface treatment and packaging are mentioned.
Q: How to start a custom project with your company?
A: Please send us your design drawings or original samples so that we can offer a quotation first. If all details are confirmed, we will arrange the sample making.
Q: What’s your MOQ?
A: The MOQ depends on the design and production processes of the products. For the majority of our bathroom sets, our MOQ is 10000sets.
Q: What types of payment terms do you accept?
A: Currently, the payment terms we accept are T/T (30% before production, 70% against B/L copy) and irrevocable L/C at sight.
Q:How long can I receive an order?
A: That depends on the specific items and your order quantity. Normally, the lead time for a 20ft container load is 50-60 days.
- Q: What is the cooling system of the mold
- Exactly, the thermostat system of the mold should be called. Cooling, it's just part of this constant temperature, and the other part is insulation. In the process of injection molding, according to the material, the requirements for the mould temperature are different. For example, PP material, the temperature requirement of the mold is not high, the circulating water cooling is ok, it is ok to keep room temperature. But some materials, such as PC, require that the temperature of the die need to be kept above 80 degrees, which requires the temperature of the temperature machine to warm up the water. There are some special materials such as PPS (PPS) to demand a higher mold temperature above 150 degrees, also need the oil temperature machine or electric heating rod to heat the mold. Thermostatic system generally is in the mold cavities internal hole, forming one or more than one closed loop pipes, hoses, a into a mission of water flow in the pipeline, to keep the temperature of the mold temperature is constant. This is the die water. The other is the heating rod, which is inserted into the molds of the molds to keep the temperature above 100 degrees. It should be said that most of the moulds should be made by water, and no water will affect the life of the mold, mainly by the effect of injection molding process.
- Q: How to choose the injection molding machine when the mould design
- If you choose me as a manufacturer of injection molding machines, we will do our best to help you design the equipment you want
- Q: The role of cryogenic processing of die material
- Deep cold will change some mechanical properties, and the main effect will be as follows: Enhance the hardness and strength of the workpiece Ensure the precision of the workpiece Improve the wear resistance of the workpiece Improve the impact toughness of the workpiece Improve the internal stress distribution of the workpiece and increase the fatigue strength Improve the corrosion resistance of the workpiece.
- Q: What is the difference between the p20 mould steel and the nak80-b mould steel
- Nak80-b mould steel is a Japanese cargo, and its main application is: require hardness, erosion, and polishing. Also: nak80-b is harder than P20; Of course the price is more than the P20.
- Q: What is the difference between imported mold and domestic steel
- Comprehensive, mould life affected by various factors, imported steel in steelmaking technology, equipment, materials, smelting and forging technology, equipment, especially on the heat treatment process and equipment than domestic is has certain advantages, so the die life is higher and life is very stable. Currently used H13 die steel market is very chaotic, boasts, NAK80, 718 mostly imported materials, but according to my working experience for more than a decade, estimate of fraud in more than 50% (conservative estimate) Domestic at present commonly used die steel material, good is five, baosteel, fushun, zhongyuan special steel producers, such as smelting process in general vacuum arc furnace + + + electroslag refining heavy dissolved, the life of the small size mold and stability has been achieved and imported steel the same level. I personally feel that the big steel mills in China are not very serious at the moment, and they are too small in the promotion and development of the products.
- Q: What certificate does the mold major need to take an examination?
- (1) AutoCAD is a software that is easy to learn and can be used as a basis for CAD, which is software for almost everyone in the industry. This is a two-dimensional software that doesn't have to learn its so-called 3-dimensional function because it's basically not used for 3-d purposes. Once you've learned the software, you can stay at this stage and learn one of the two 3-dimensional software. (2) the Pro/E (weak) design function, programming (3) the UG (design aspects as Pro/E, but programming function is stronger) which of the two 3 d software to learn. If you want to improve your mold design ability, consider taking part in a training session. After training, you will be able to get a real job.
- Q: What do you do with the exhaust? How are we going to
- The exhaust tank has two main functions: One is to exclude the air in the cavity when the fuse is fused. The second is to eliminate all kinds of gases produced during heating. The more thin wall products, the more distant the part of the gate, the opening of the exhaust slot is especially important. For small pieces or precision parts also should attach great importance to the opening of the exhaust slot, because in addition to it can avoid products surface burns and injection quantity is insufficient, also can eliminate the various defects of the products, reduce the pollution of the mould and so on. So how does the exhaust of the cavity be sufficient? In general, if the injection rate is injected at the highest injection rate, it is not left in the product, and it is considered sufficient to exhaust the cavity in the cavity.
- Q: Because many of the molds in our factory have batch sewing, who can tell me how to fix the batch seam. Because I don't understand, but I'm going to learn, so I want to know in advance, thank you very much!
- Batch of feng there are a lot of ways, such as plunger batch of feng can increase plunger diameter or welding, we can reduce the parting surface batch of front face or weld FIT mould again. You do a year or two will find a lot of ways
- Q: What is the pull mold
- Used to pull metal plates deep into cups or curved parts.I hope my answer will help you.
- Q: How can silicone and glass steel molds be glued together
- As for the durability aspect is equal, it is easier to lose the texture of the silicon rubber mould. So if wandering between the building Lord, I suggest you according to the requirement of the customer, if the quality of high precision requirements of the customer requirements, so you must use silicon mold, on the other hand can also try using glass fiber reinforced plastic mould making low-end products.
Send your message to us
PET Bottle Preform Mould Supply 48 Cavity
- Ref Price:
-
- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products




Hot products




Hot Searches
Related keywords

