



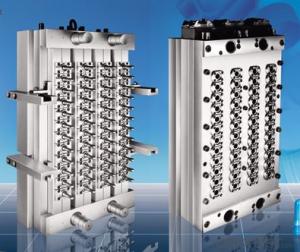
PET Preform Preforma/Make PET Mould for Injection China Supplier
- Ref Price:
-

- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like


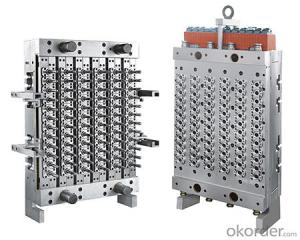





PET Preform Preforma/Make PET Mould for Injection China Supplier
Name: | Plastic pet preform mould |
Specification | Depends on your requirements |
Mould base | LKM&HASCO DEM standard…etc |
Steel of Cavity&Core | S136/DIN1.2316/DIN1.2738/M300/718/2344..etc |
Product material | ABS,PPR,PP,PE,POM,PPH…etc |
Mould standard | DME,HASCO,CHINALKM,MEUSBURGER standard… |
Cavity | Single/Multi |
Hardness of Cavity&Core | 42-56HRC |
Pulling system | stripping plate,angel pin,motor/oil cylinder… |
Mould life time | 500,000-1,200,000shots |
Runner | Hot/Cold |
Value-added service | Diamond polish,paiting |
Delivery time | 30-65 work days |
Package | Wooden case according pointing |
1.R&D | We support customer R&D and improve the design if you needed. |
2.Negotiation | Quality, Price, Material, Delivery time, Payment item est. |
3.Place an order | We offer 3D drawing or according to your own design |
4.Mould
| A: We will build the mould according to customers' request B: We will mould design to customer for first approval C: We will sent samples to customs for confirmation until it meets your requests. |
5.Payment | 50% advance payment, then the customer sent balance to us before shipping |
6.Delivery | Delivery goods by sea or by air, according customers requirement. |
Our Services
1. Can supply with both Mold & Molded parts
2. Provide Milled Prototype Making, Mold Design, Mold Making, Mold Testing, Molding, Products assembly...services
3. With more than 25 years experience, all of works are done 100% in our factory in Taiwan!
4. Low volumes / Small orders are welcome! Please contact us to discuss case by case.
5. Accept only OEM / ODM / Customer Projects. We do not have any existing molds for sell.
6. Mold building lead time: Around 40-50 days, with 1st Mold trialing report and Mold trailing samples
Product Description
Plastic materials: | PS, ABS, PP, PVC, PMMA, PBT, PC, POM, PA66, PBT+GF30%...etc. |
Other materials: | Rubber, Silicone rubber, LSR, aluminum, zinc...Metal...etc. |
Quality: | ROSH and SGS standard |
Feature: | Non marking and Non flash |
Size: | According to your drawing |
Color, Quantity, Unit price, Tooling cost, Tooling size: | To be discussed |
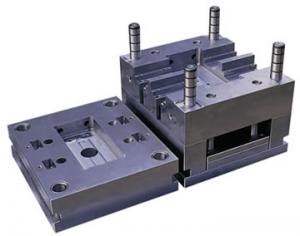
Mold structure: | Injection Mould, Plastic Mold, Overmould, 2k mould, Die-Casting Mould, Thermoset Mold, Stack Mold, Interchangeable Mold, Collapsible Core Mold, Die Sets, Compression Mold, Cold runner system LSR Mold,…etc. |
Mould Base: | HASCO standard, European standard, World standard |
Mould Base Material: | LKM, FUTA, HASCO, DME, etc. or as per customer’s requirement. |
Surface Finish: | Texture (MT standard), high gloss polishing |
Finish: | Mirror finish etc. |
Cavity / Core steel: | P20, 2311, H13, 2344, Starvax 420, 236, AdC3, S136, 2312, 2379, 2316, 2083, Nak80, 2767 etc. |
Cavity: | Single cavity, Muti Cavity, based on customer’s requirement. |
Hot / Cold Runner: | HUSKY, INCOE, YUDO, HASCO, DME, MoldMaster, Masterflow, Mastip, Taiwan made brand…etc. |
Mould Life: | 1,000 to 1,000,000 shots (according to your working environment) |
Design & Program Softwares: | CAD, CAM, CAE, Pro-E, Solid works…etc. |
Equipments: | High speed CNC, standard CNC, EDM, Wire Cutting, Grinder, Plastic Injection Molding Machine for testing mold from 50-3000T available. |
Package: | Standard exported wooden box packed, fumigation process (upon required) |
Mold building lead time: | T1, 40~50 days, parts measurement report (upon required). |
Annual production: | 250 sets of mold |
- Q: Is the digital control the same as the mold? If not, what's the difference?
- CNC is short for computer numerical control can also be called CNC is the operator input according to drawing processing program through computer processing, to send signals to the controller, the controller issued a directive driven motor motion of a device, it is widely used in modern machine tools, Mold, could be called the "father" of the product, because most of the industry, including daily life things are completed by mold, such as we drink bottles, glass He is prior to the shape of the product on the nc machine tool processing good, then through injection molding machine casting, The two are related but not the same thing
- Q: How long is the life of die casting die?
- Aluminum: 120000 times Copper: 20000 times Magnesium: 200000 times Zinc: 500000 times Benchmark, the product structure added and reduced die life
- Q: What is the difference between mould injection and blow molding?
- The process of injection molding and blow molding is different. Injection molding is the injection + pressure; The blow molding must have the head of the pipe, and the injection molding must have a gate section
- Q: What does the mold slow wire do
- Walking wire electrode is used copper wire, fast wire with molybdenum wire, and fast wire is used in reciprocating, slow wire can only be a one-off, slow silk machine, of course, price is high, the processing fee is high also, processing product quality is high
- Q: What is a molds? What is the difference between die and die?
- Under external force, the material is made into a special shape and dimension. Widely used in cutting, forging, cold heading, extrusion, powder metallurgy parts suppression, pressure casting, as well as engineering plastics, rubber, ceramics and other products of the molding or injection forming. The mold has a certain contour or inner cavity shape, and the shape of the blade can be applied to the outline Separation of forms (blanking). The inner cavity shape can be used to obtain the corresponding solid shape. The mould usually includes two parts: the moving model and the mold (or the punch and the concave), which can be divided into two parts. When apart, take out the pieces and put them into the mold cavity forming. Mold is a precision tool, complex shape, bear the expansion force of billet, the structural strength, stiffness, surface hardness, surface roughness and machining accuracy have higher request, the development level of mold production is one of the important symbol of the levels of mechanical manufacturing.
- Q: What is suitable for moulding steel
- Mould steel is used to make steel mould such as cold stamping die, hot forging die and die casting mould. Brief introduction: The mould steel can be divided into three categories: cold rolled mold steel, hot rolled mould steel and plastic mould steel, for forging, stamping, cutting, die-casting etc. Because of all sorts of mould USES different, complex working conditions, so the mold steel, according to the working conditions of mold manufacturing, should have high hardness, strength, wear resistance, enough toughness, and high hardenability, hardenability and other process performance. Because of the different kinds of USES, the working conditions are complex, so the performance requirements for the die steel are different.
- Q: How do you handle the die holder
- Mould run burrs this directly associated with the precision of the mould processing 1: CNC processing aspect: parting surface machining with rubber products separately, do protect with mold clamp mouth out at the same time, avoid direct cause in the process of machining die round 2: split electrode aspects: faceted clear Angle of electrode to product rubber electrode, separately die fillet in the EDM process can be avoided
- Q: How do you play the continuous stretch mold
- Don't listen to that one, he only understands the words in the paper, he can't use it! First, the outside big circle is in pull small circle perhaps dead fixed! How high is the large circle? How much is the smaller circle? Tell me the data and contact me again!
- Q: Is the stainless steel bowl replaceable in the oven?
- Normal stainless steel 4xx series chromium and 3xx chromium-nickel stainless steel in the oven temperature (250) the stability of materialization must be free of problem
- Q: What type of mould is the tooling
- The definition of "tooling" : the short term for the process of manufacturing process of mechanical manufacturing, is the general term for the various tools used in the manufacturing process. Includes tools/fixture/mould/tools/tools/tools/tools/tools/tools
Send your message to us
PET Preform Preforma/Make PET Mould for Injection China Supplier
- Ref Price:
-
- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products




Hot products




Hot Searches

