



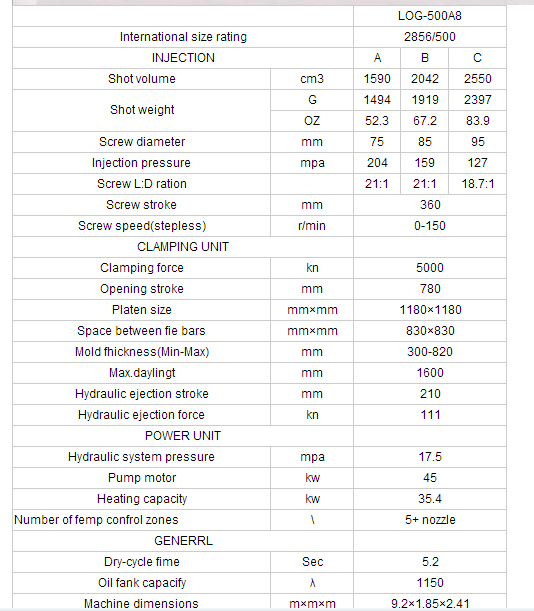
Injection molding machine LOG-500S8/A8 QS Certification
- Ref Price:
-
$51,943.00 - 67,053.00
/ unit

- Loading Port:
- Ningbo
- Payment Terms:
- TT or LC
- Min Order Qty:
- 1 unit
- Supply Capability:
- 100000 unit/month
OKorder Service Pledge
Quality Product, Order Online Tracking, Timely Delivery
OKorder Financial Service
Credit Rating, Credit Services, Credit Purchasing
You Might Also Like








Quick Details
Condition: New
Type: Other
Style: Horizontal
Brand Name: LOG
Model Number: LOG-500S8
Place of Origin: China (Mainland)
Plastic Type: Thermoplastic
Automatic: Yes
Injection Weight: 1494---2397G
Injection Rate: >100MM/S
Clamping Force: 5000KN
Opening Stroke: 820mm
Power(W): 37kw
Certification: CE
After-sales Service Provided: Engineers available to service machinery overseas








- Q:What's the injection?
- Two, injection molding personnel requirements are as follows:1, high school, technical secondary school diploma, professional unlimited;2, 18-40 years of age, men and women are not limited;4 、 injection molding experience is preferred;5, can accept two shifts to work time;6, good health, practical work, no bad habits.
- Q:Injection molding machine barrel, and the height of about how to adjust?
- The screw you're shooting is just adjusting the height and the left and right. If the deviation is large, the fixed seat, the piston rod, the pressure plate and the screw should be loosened.
- Q:Can polyurethane (PU) material be molded by injection molding machine?
- Polyurethane is divided into three categories, 1, thermosetting casting (CPU); 2, thermoplastic extrusion (TPU); 3, MPU (mixed type).TPU can be injected with an injection molding machine. CPU and MPU can't be injection molded.
- Q:I want to know the injection speed of injection molding machine. What is the specific unit?
- Each model of injection molding machine according to the diameter of the screw, the pressure size is different, its rated speed is not the same. Velocity means the position of the screw moving in unit time. The unit is CM3/S (cubic centimeter / sec).
- Q:Injection molding machine pressure, speed, back pressure unit is what and their relations with other international units
- Pressure injection molding machine, we often talk about the pressure, strictly speaking, the pressure is equivalent to the middle school, which bear the force per unit area, the international regulations, under 1N in the area of 1 square meters (Newton) on the pressure of 1Pa (Pascal), as long as know the multiple relation, it is easy to obtain the pressure (strong the conversion unit):1m=100cm=1000mm1kg = 10N1M (megabit, million) Pa=1MPa=1000k (1000) Pa=1000000PaSo 1MPa=10kg/cm^2=1N/mm^2We often use international non legal units of measurement: 1bar=10^5Pa=1kg/cm^2=0.1MPa (bar) and 1Torr=133Pa (Torr)The pressure gauge of the injection molding machine, the most used is MPa, bar, kgf/cm^2 unit, need to be reminded that, behind the two units is not our statutory units of measurement, but the world especially Europe and the United States is often used, because many components of the injection molding machine for imported components, including the pressure gauge, so we will often see illegal dial pressure gauge measurement units.In the injection molding machine, the injection molding machine pressure and back pressure unit is MPa, speed (actually refers to injection rate), the unit is g/s, or cm^3/s
- Q:Known diameter and displacement length of screw.
- when the product is other plastic:M (other) = (1.1~1.3) * (product weight + gating system total weight)M (PS) =1.05*W (other) / P (other)1.05 is PS density unit g/cm3P (other) for other plastic density(formula: P =M/V)
- Q:The products produced by injection molding machines include flying edge, burn and burn
- 2, manual operation, parameter correctionThe locking mold (confirm pressure rise), ejection seat.In the manual injection screw until completely stopped, and pay attention to the stop position.The screw feed back.The mold molding removed after cooling.The 1 ~ 4 repeat steps, the final stop in 10%~20% screw diameter screw position, and no molding short shot, flash and whitening, or cracking phenomenon.
- Q:Consult the injection machine and say how many grams, but I also see "360T 250T", what does this mean? Thank you
- For example, when you see 360T, it says its maximum clamping force is 360 tons, and the maximum injection is 360 grams. (to the actual selection, you should count it by 80%.)
- Q:What is the temperature of the NH, H and HP on the injection machine screen?
- Injection molding machine in the lock mode, the thimble is to look back, not open mold, to see if the parameters are set incorrectly, press the mold opening, the volume of mold opening valve, there is no electricity
1. Manufacturer Overview |
|
|---|---|
| Location | |
| Year Established | |
| Annual Output Value | |
| Main Markets | |
| Company Certifications | |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | |
| Export Percentage | |
| No.of Employees in Trade Department | |
| Language Spoken: | |
| b)Factory Information | |
| Factory Size: | |
| No. of Production Lines | |
| Contract Manufacturing | |
| Product Price Range | |
Send your message to us
Injection molding machine LOG-500S8/A8 QS Certification
- Ref Price:
-
$51,943.00 - 67,053.00
/ unit
- Loading Port:
- Ningbo
- Payment Terms:
- TT or LC
- Min Order Qty:
- 1 unit
- Supply Capability:
- 100000 unit/month
OKorder Service Pledge
Quality Product, Order Online Tracking, Timely Delivery
OKorder Financial Service
Credit Rating, Credit Services, Credit Purchasing
Similar products


New products






Hot products





Hot Searches
Related keywords

