









Injection Molding Machine LOG-110A8 QS Certification
- Ref Price:
-
$15,530.00 - 19,870.00
/ unit

- Loading Port:
- Ningbo
- Payment Terms:
- TT or LC
- Min Order Qty:
- 1 unit
- Supply Capability:
- 720 unit/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like









Quick Details
Condition: New
Type: Tube Head Injection
Style: Horizontal
Brand Name: LOG
Model Number: 110A8
Place of Origin: Zhejiang, China (Mainland)
Plastic Type: Thermoplastic
Automatic: Yes
Injection Weight: 192
Clamping Force: 1100KN
Opening Stroke: 350mm
Power(W): 11
Certification: CE
After-sales Service Provided: Engineers available to service machinery overseas
| Description | Unit | LOG-110A8 | ||
| international recognized models | 370/110 | |||
| injection | A | B | C | |
| Tjeoretical injection volume | cm³ | 163 | 192 | 235 |
| Shot volume | g | 148 | 175 | 213 |
| Oz | 5.2 | 6.2 | 7.5 | |
| Screw diameter | mm | 35 | 38 | 42 |
| Injection diameter | mpa | 228 | 193 | 158 |
| Screw L:D ratio | 21.7:1 | 20:01 | 18:01 | |
| Scerw steoke | mm | 170 | ||
| Screw rotate speed | r/min | 0-180 | ||
| CLAMPING UNIT | ||||
| Clamping force | kN | 1100 | ||
| Opening stroke | mm | 350 | ||
| Platen size | mm*mm | 600*550 | ||
| Space between tie bars | mm*mm | 405*370 | ||
| Maldthickness | mm | 150*380 | ||
| Platen Mix stroke | mm | 730 | ||
| Ejection stroke | mm | 100 | ||
| Ejcetion force | kN | 42 | ||
| Power/Elcetric Heating | ||||
| Hydralic system pressure | Mpa | 17.5 | ||
| Pump motor | kw | 12 | ||
| Heating power | kw | 7.5 | ||
| Number of temp.conteol | 4+nozzle | |||
| Other | ||||
| Cycle time | sec | 1.3 | ||
| Tank volume | L | 200 | ||
| Machine dimesions | m*m*m | 4.3*1.2*1.8 | ||
| Weight of machine | kg | 3600 | ||

Products performance and advantages;
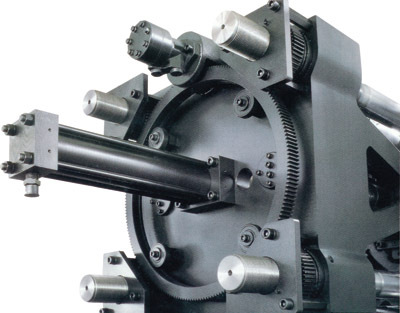
1,Clamping parts
The new generation mold locking device and computer emulation optimized parameter makes motions of the moving plate,fixed plate and high rigidity toggle structure,the characteristic of high strength and anti-fatigue is secured.As compared with similar machines,it owns bigger internal spur between tie bars,mold space and mold opening stroke and may process plastic products of bigger size.
2,Computer controller
Professional injection moulding machine controller with software and hardware of industrial standard is convenient to expansion and revision of performance.
Adopting double CPU control makes high speed.
Mainly adopting PID control,the control accuracy reaches±1°.
Has the function of network management,improving efficency.
3,The injection unit
Short and forceful double-cylinder injection system is used to ensure the steady injection motion.The strain free fixed mold plate and screw assembly with optimized design help to reach better plasticing capacity and effect.PID temperature control regulate the speed and pressure of injection,pressure keeping,smelting,back pressure and other motions to ensure the quality of formed products and continuation of production.Auto material preparation,drooling proof,and anti cold start lapse functions ensure the high efficent,simple and safe operations.
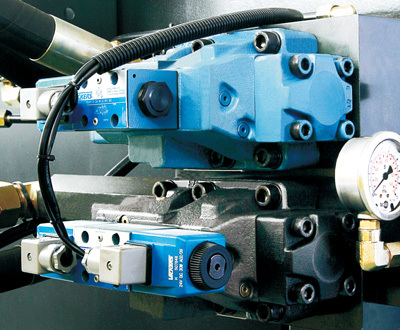
4,The hydraulic unit
High efficiency,energy-saving and high precise proportional pressure and flow variable displacement pump system make the out of the hydraulic system matching the required power for entire machine operation without loss of high pressure throttle and overflow energy.As comparedwith constant displacement pump,it saves power by 30%~60%.A motor with same power may be fitted with an oil pump of bigger displacement and thus accelerates the speed of machine.Besides,the low oil temperature will prolong the service life of sealing elements.
Buffer device is used in every mold opening and clamping oil way to ensure steady mold opening and clamping operation without any impact.Besides,differential mold clamping operation is fitted to ensure high production efficiency.
5,The mould adjusting unit
The automatic mold adjusting device driven by hydraulic motor adopts gear coupling drive,features steadiness,speedinees,high-efficiency and saving mold loading time.







- Q: Pick up a living requirements for luminaires for PVC, never used the material that this material is not good to ask you to the point of transparency is not a lamp, because it will shine requirement.
- How do you say this?PVC is indeed divided into hard and soft, relatively speaking, soft PVC good processing, hard PVC difficult processing.If the landlord is the production of lampshade, it is estimated that the use of hard PVC granular extrusion moldingIf the landlord is the production of lamps and accessories, it is estimated that the use of injection molding, then soft, hard, are likely to use. But hard to use more. If it is hard PVC injection molding, first suggested the use of professional PVC injection mold, the surface of chrome antirust polishing treatment, try to increase the adhesive inlet, exhaust hole increase, if mold manufacturers Technology in place, try to let them with a cold well. Granular 65 degrees bake for 2-3 hours and then use.We produce nearly thirty years of PVC new pellets, relatively rich experience, I hope the landlord less detours.Thanks for taking.
- Q: What are the main parts of an injection molding machine?
- (3) hydraulic system hydraulic transmission system is to realize the injection molding machine according to the process of the various actions required to provide power, and meet the injection molding machine parts of the pressure, speed, temperature and so on. It is mainly composed of each kind of hydraulic component and hydraulic auxiliary component, in which the oil pump and the electric motor are the power source of the injection molding machine. Various valves control the oil pressure and flow rate to meet the requirements of the injection molding process. (4) the electrical control system, the electrical control system and the hydraulic system coordinate reasonably, may realize the injection molding machine craft process request (pressure, temperature, speed, time) and each kind of procedure movement. Mainly by electrical appliances, electronic components, instruments, heaters, sensors and other components. Generally there are four kinds of control, manual, semi-automatic, automatic adjustment.
- Q: How about overheating of injection molding machine drives?
- Solution to over temperature of injection molding machine drive:1, that is, the temperature of a certain temperature zone of cotton insulated thermocouple position cut, so that he can heat.2, that is, over temperature section of the temperature zone set a little lower temperature. In doing so, it will not exceed the temperature.
- Q: How to change the suction filter core of injection molding machine?
- This is simple,The first ready to stop operation of filter, filter box machine behind the clockwise turn can be replaced, not what skills
- Q: What are the requirements of screw plating in injection molding machine?
- Usually plated hard chromium, it can be made transparent material. The surface requires no blisters, plating layer is not allowed off phenomenon.
- Q: material delivery and storage slow, and other normal. TwentyReplace the proportional valve, cleaning materials and material storage direction valve, replaced the storage cylinder sealing ring. The problem still can not be solved
- First, check the screw bearings and hydraulic motors have no problem, screw rotation is normal, then adjust the cleaning jet and storage hydraulic valve. For reference only.
- Q: What do you mean by the "starting position and time" of the injection molding machine?.
- When injection is converted to holding pressure, it is determined by time or position. If the location, the general set pressure holding position is about 5% of the storage position.
- Q: Not transformer. It's wires and meters. Because the transformer is public. If 10 kilowatts is not enough. How much is enough?
- You should be talking about the transformer capacity! 10 kilowatts is far from enough. Even if it was barely brought up, it would have a great impact on the life of the equipment.The wire is good. The meter is for the current!
- Q: How does the injection machine set up the die segments and the pressure and speed of each segment? Seek advice.
- Then enter the low voltage protection process.Low pressure process with 0 speed, 0 pressure for the best, special circumstances increased to less than 20%20bar. The distance is at the end of the starting point of the high voltage die.High voltage medium and low speed 40-60%, medium high voltage 60-100bar is appropriate. The starting position is the termination position of the die closing +3-5mm.Among them, the determination of the fast termination position and the low voltage termination position is particularly important.Speed and pressure focus on the smooth movement of the die without vibration. Special attention is paid to the setting method of low voltage protection.The above is personal experience, and I hope to help you.
- Q: What are the injection molding machine brands in China?
- Factors affecting user purchasesIndustry trends in the purchase of injection molding machines by users5, the survey of purchasing plan shows that 51% of users have purchasing plan. Among them, foreign-funded enterprises accounted for 40%, private enterprises accounted for 30%, joint-stock enterprises more than 20%, while state-owned enterprises less than 10%. Most of these users of the purchase plan belong to the automotive industry, followed by the packaging and electronic communications equipment industry.6, when asked whether the user will buy again in the use of brand, 36% of users are positive, 14% of users clearly will not, 50% of users expressed uncertainty.That is, the number of respondents surveyed and many factors such as uneven distribution of trade restrictions, although the investigation has a certain objectivity, but can not fully reflect the real situation of the market, only for your reference.
Send your message to us
Injection Molding Machine LOG-110A8 QS Certification
- Ref Price:
-
$15,530.00 - 19,870.00
/ unit
- Loading Port:
- Ningbo
- Payment Terms:
- TT or LC
- Min Order Qty:
- 1 unit
- Supply Capability:
- 720 unit/month
OKorder Service Pledge
OKorder Financial Service
Similar products





Hot products






Hot Searches
Related keywords

