





Matt Finish Cold Rolled Steel-JIS G3141 SPCC-1
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- -
- Supply Capability:
- 4000吨 m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








SPECIFICATION
1) Capacity: about10,000 ton per month for steel strip/tape product
2) Thickness: from 0.20mm to 3.5mm, all available.
3) Width: from 15mm to 600mm, all available.
4) Grade: Q195, SGCC, DX51D
5) Coil weight: from 50kg to 7000kg, all available.
6) Coil ID: 100mm - 508mm
7) Coil OD:500mm-1300mm
9) Tensile strength: 28.1-49.2kgf/mm2
10) Zinc coating weight: Min. 60g/m2, double side
11) Spangle: regular spangle, minimized spangle, zero spangle
12) Surface treatment: chemical passivating treatment, oils,passivating oils
13) Min trial order 5ton each thickness, 1 x 20' per delivery
14) Components: C%≤ 0.07, Si%≤0.03, Mn% ≤ 0.50, P% ≤ 0.025,S% ≤ 0.025, Alt% ≥ 0.02
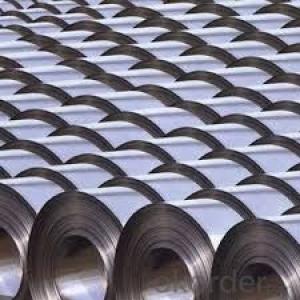
It is the basedmaterial for galvanized steel coil and pre-painted galvanized steel coil. It iswidely used in light industry for making tank, furniture, pipe, refrigerators,washers, freezer plate, air conditioner, micro-wave oven, water heater,soot-such machine, electric rice cooker, electric roaster oven, dryers andautomobile etc. In the other application industries, it’s mainly used forenameling, office furniture, burglarproof door, electronic element, fastenerbattery, hardware, automotive fitting etc.
Eye to sky package: Anti-damp paper inside fullwrapped with plastic film, iron sheet outside on wooden pallet in 20 feetcontainer with 25mt.
- Q: How do steel coil manufacturers stay updated with industry trends?
- Steel coil manufacturers utilize various methods to stay informed about industry trends: 1. Attending industry conferences and trade shows allows manufacturers to connect with other professionals, attend seminars and presentations, and learn about the latest trends and innovations in the steel coil industry. 2. Subscribing to industry publications and magazines provides manufacturers with regular updates on trends, market insights, and technological advancements in the steel coil industry. These publications often feature articles and interviews with experts, delivering valuable information to stay updated. 3. Actively participating in online forums, discussion boards, and social media groups dedicated to steel coil manufacturing helps manufacturers stay connected with the industry. These platforms allow them to engage with peers, share knowledge, ask questions, and stay updated on the latest trends. 4. Maintaining close relationships with suppliers and customers enables manufacturers to gain insights into changing market demands, new product requirements, and emerging trends. Suppliers and customers often share information about industry trends and advancements that assist manufacturers in adapting their processes accordingly. 5. Investing in continuous education and training programs for employees ensures that the workforce remains updated on the latest industry trends, technological advancements, and best practices. Prioritizing employee development equips manufacturers with the skills and knowledge necessary to stay ahead of the curve. 6. Allocating resources for research and development activities allows steel coil manufacturers to explore new materials, manufacturing techniques, and technologies. By investing in R&D, manufacturers can stay at the forefront of industry trends and develop innovative solutions that meet evolving customer demands. 7. Staying updated with government regulations, industry standards, and certifications that impact the steel coil industry is crucial. Compliance with these regulations often requires manufacturers to adopt new practices, technologies, or materials, ensuring that they remain up to date with the latest trends and requirements. By actively engaging in these activities, steel coil manufacturers can stay informed about industry trends, emerging technologies, and market demands. This enables them to adapt their processes, products, and strategies to remain competitive and meet the evolving needs of their customers.
- Q: in a lab at school we did heat treatment of steelwhat are the possible phases present in the steel sample in as-received, as-quenched and as-tempered conditions? specifically when is it ferrite, austenite and pearliteis the steel originally in the ferrite phase? then when headed turns into austenite and when quenched martensite is formed and when tempered cermentite is formed...........where is pearlite involved and am i correct about the ferrite?
- hey from what i learned in uni last sem, steel is originally ferrite form at first at room conditions. it will undergo poly morphic transformation to become FCC structure austenite form at 912 degree celcius. under conditions, it can become pearlite (which is a combination of ferrite and cementite) or bainitie( a finer form of pearlite). queching conditions to room temperature will form martensite which is the strongest but brittle steel form. tempered cementite is formed when we quench it and then raise temperatures before sir cooling. hope it helps, pls vote me best answer is i deserve it. thanks
- Q: I want to design and fab a steel helmet like that in the latest Batman cartoon movie. Only problem I can foresee is staining the metal red.
- This okorder
- Q: What are the challenges in coil blanking?
- In order to achieve efficient and accurate production, coil blanking, a process used to cut flat metal sheets from coiled stock, must tackle several challenges. Some of the key challenges include: 1. Material variations: Coiled stock can have variations in thickness, width, and surface quality, which can impact the cutting process and result in inconsistent blanks. To ensure consistent quality and dimensional accuracy, it is crucial to carefully select and control the material. 2. Coil set and crossbow: Coiled stock often has inherent shape imperfections like coil set (longitudinal curvature) and crossbow (transverse curvature), which can cause alignment issues during cutting. Minimizing these imperfections requires the use of specialized equipment and techniques, such as straighteners and leveling systems. 3. Coil edge condition: The edges of coiled stock can have burrs, waves, or irregularities, which can affect the quality and precision of the cut blanks. Employing proper edge conditioning techniques, like deburring or edge trimming, is necessary to ensure clean and straight edges. 4. Slitting and shearing forces: The forces exerted during coil blanking can induce stresses and strains in the material, potentially leading to deformation or springback. To minimize these effects and maintain dimensional accuracy, careful consideration of slitting and shearing forces, along with proper tooling design and machine settings, is necessary. 5. Scrap and material waste: Coil blanking can generate significant amounts of scrap material, especially during setup and adjustment phases. Managing scrap and reducing material waste is crucial to optimize production efficiency and minimize costs. Efficient nesting algorithms and real-time monitoring systems can help achieve this. 6. Automation and productivity: Due to market demands, coil blanking often requires high-speed and high-volume production. Enhancing productivity can be achieved through the implementation of automation systems, such as robotic material handling and advanced control systems. However, integrating and synchronizing these components with the cutting process requires careful planning and system integration expertise. Overall, addressing these challenges in coil blanking necessitates proper material selection, advanced equipment, specialized techniques, and efficient process control. By overcoming these challenges, manufacturers can achieve consistent quality, dimensional accuracy, and productivity in coil blanking operations.
- Q: How can the outer diameter and weight of steel coil be converted?
- To obtain the outer diameter of the steel coil is calculated according to the density of 7850, according to the density, in general, hot-rolled is 0. 96~0, 98, cold rolled, according to 0. 98~0. Ninety-nine
- Q: What is the process of uncoiling steel coils?
- The process of uncoiling steel coils involves carefully unwinding the tightly wound steel coil using specialized equipment. This typically includes a decoiler or uncoiler machine that holds and releases the coil, allowing it to gradually unwind. The coil is typically fed through a set of rollers or guides to ensure a smooth and controlled unwinding process. As the coil unwinds, it can be further processed or used for various applications, such as cutting, stamping, or forming into different shapes.
- Q: What are the different methods of surface treatment for steel coils?
- There are several methods of surface treatment for steel coils, including hot-dip galvanizing, electro-galvanizing, chromating, and painting.
- Q: How are steel coils used in the production of automotive body panels?
- Steel coils are used in the production of automotive body panels by being processed and shaped into the desired form through techniques like stamping, cutting, and bending. These coils provide the necessary strength and durability required for the structural integrity of the body panels, ensuring the safety and performance of the vehicle.
- Q: Are Steel Building Kits really helpful while erecting a steel building?
- I put up a 30'x40' Mueller Steel Building from a bolt together kit 6 yrs ago. Fully insulated, 2 10'x10' roll up doors, 1 walk thru door, 3 windows, 2' overhang all around, and gutters. The building price minus the slab was about $9500. The only special equipment was a neighbor's large Farmall with a hay spike on the FEL that we used to lift the trusses in place. Then it was mainly cordless drills to put in LOTS of self tapping screws, circular saw with metal cutting blade, tall ladders, etc. Had help putting up the trusses and putting up the roof panels. Everything else I did by myself. Took about 6 wks, but that was only working weekends and maybe 3 evenings a week since that land is 30 miles from my house. Would have gone a lot faster with at least one helper.
- Q: Which of the two are better for exhaust manifolds, im guessing the stainless steel right?
- For strength, cast iron (that's why OEM exhaust manifolds are made out of it). For performance, stainless steel. For one, stainless steel headers are lighter than cast iron ones. Then they come in multiple arrangements, (4-2-1 or 4-1 for 4 cylinder motors). The down fall is strength. Hit a pot hole with the collector of a stainless steel header. It's going to have a nice dent in it.
Send your message to us
Matt Finish Cold Rolled Steel-JIS G3141 SPCC-1
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- -
- Supply Capability:
- 4000吨 m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products





Hot products






Hot Searches
Related keywords

