


Manhole Covers Bitumen Coating Ductile Cast Iron
- Ref Price:
-

- Loading Port:
- China main port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 pc
- Supply Capability:
- 3000 pc/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








1,Cast Iron Manhole Cover Description :
Description:
Code | Clear Opening(mm) | Over Base(mm) | Depth(mm) | Class |
202500 | 200 | 230 | 33 | A15 |
202501 | 200 | 230 | 33 | B125 |
202502 | 300 | 330 | 40 | A15 |
202503 | 300 | 330 | 40 | B125 |
202504 | 400 | 440 | 45 | A15 |
202505 | 400 | 440 | 45 | B125 |
202506 | 400 | 440 | 45 | C250 |
202507 | 400 | 440 | 45 | D400 |
202508 | 550 | 590 | 60 | A15 |
202509 | 550 | 590 | 60 | B125 |
202510 | 550 | 590 | 60 | C250 |
202511 | 550 | 590 | 60 | D400 |
202512 | 700 | 740 | 60 | A15 |
202513 | 700 | 740 | 60 | B125 |
202514 | 700 | 740 | 75 | C250 |
202515 | 700 | 740 | 95 | D400 |
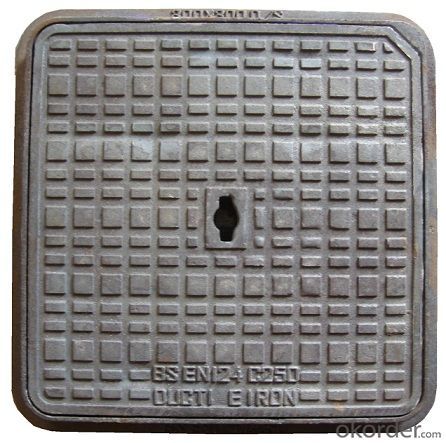
2,Main Features of the Ductile Iron Manhole Cover:
Manholes allow access to underground pipes, cables, meters and facilities.
BS EN124 Standard:
A15: Area which can only be used by pedestrians and pedal cyclists.
B125: Footways, pedestrian areas and comparable parks or car parking decks.
C250: For gully tops installed in the area of curbside channels of roads.
D400: Carriage ways of roads(including pedestrian streets), hard shoulder and parking areas, for all types of road vehicles.
E600: Areas of imposing high wheel loads, e.g. dock and aircraft pavements
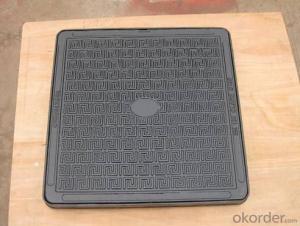
3,Manhole Cover Images:


4,Manhole Cover Specifications:

5,FAQ:
We have organized several common questions for our clients,may help you sincerely:
Q. Can I fit a square manhole cover into a round chamber?
A. Yes, there are a select few manhole covers which are square-to-round, meaning they will fit square or round chambers.
Q. I have a heavy traffic manhole cover but it has been broken by a forklift, why?
A. Forklifts have solid wheels which apply pressure differently to standard pneumatics and therefore covers must be specially adapted to suit this.
Q. I’ve measured my clear opening size but none of your covers match it, can you offer anything?
A. It’s likely that your cover is quite old and in imperial measurements which are no longer manufactured. However, we can offer bespoke solutions with manhole covers made to the specification you require.
Q. The project I’m working on requires a manhole cover with a quality finish, what’s available?
A. Naturally, galvanised steel of black polypropylene aren’t always ideal, and so we offer brass or stainless steel edging, as well as complete stainless steel covers.
Q. I need access through my manhole cover on a regular basis, is this possible?
A. Yes, the majority of covers have built-in lifting keys, and for those that don’t we also supply lifting keys. However, the best way to obtain easy access is to have a bespoke, hinged manhole cover.
- Q: There is a little trace of polishingShock polishing is even worseElectrolysis can not be uneven, there is a slight bump
- German winter three step mirror polishing 2013 new processYou can free proofing!
- Q: our factory now produces steel castings in the use of polishing directly after spraying processing, but the powder sprayed 15But the spray powder touched off what is the reason we are not very strict requirements not only need to peel off bubbles can also, because our products are steel castings so we use steam hole sludge put on. Do not know if this spray treatment has no effect to thank friends with us!
- Usually after rusting,Did you peel it?If it isNeed to do film processingIf notPlease look for the coating factoryBetter paint (such as epoxy ester, etc.)
- Q: Casting parts need to be subjected to the kind of heat treatment after the weldment is finished
- 1, gray cast iron: General graphite annealing, to be heat treatment annealing, surface hardening etc.; ductile iron can be various: annealing, normalizing, quenching and isothermal quenching, surface treatment, chemical heat treatment.2. Pouring liquid metal into the casting cavity which adapts to the shape of parts. After cooling and solidification, the casting method is called casting. Castings obtained by casting are called castings. Casting structure design: ensure the working performance and mechanical performance requirements, consider the technical requirements and performance of alloy casting casting casting structure, casting structure design is reasonable or not, the casting quality, productivity and cost has a great influence.3. Heat treatment is a metal hot working process in which the material is in solid state by means of heating, heat preservation and cooling to obtain desired microstructure and properties
- Q: Casting parts by shot blasting, spray painting, baking after the formation of very small rust spots, how to solve ah?
- The first process is very important. Shot blasting must be thorough. The solution is to wipe the surface of the paint with a release. Re shot
- Q: What is the difference between forging parts and casting parts?
- Forging is in hot state through the metal hammer or press equipment produced by forging parts. A casting is a metal that is liquid and is poured into a cavity of a specified shape and cooled and solidified. It is the forging metal soft pinch molding, and casting the metal into thin cooling solidification.Forged parts are costly and have long production cycles.
- Q: Casting parts have poor surface finish. What sand is used to make them?
- Manual coal dust, clay sand is a little worse. Mechanical styling is not bad either.
- Q: Question, such as title, I hope I don't copy the definition of rolling and casting in Baidu encyclopedia, thank you
- The performance is too extensive, I think the following several people all fall into the erroneous zone directly, the performance includes a series of aspects:Mechanical properties: tensile strength, yield strength, elongation and contraction ratio of section and impact toughness after etc.
- Q: How do you mark it on the drawing? Do you need to discuss it with the manufacturer?Because the casting allowance is the standard, then, after all, is the theoretical value, the actual level depends on the manufacturer, so is it necessary to ask the manufacturer?
- Casting parts do not need to provide drawings of casting blank, the casting factory according to your drawings in the required surface will be sufficient allowance, and the rest of the size according to the mechanical design manual and the casting manual can be found. The general foundry casting technology division will mark put shrinkage and the allowance of the map in your chart (usually with the red pen) for the production of wood or other material wood workers die drawings.
- Q: What is the difference between casting and stamping parts?
- Cold stamping is generally no longer done by cutting, or only a small amount of cutting is required. The precision and surface state of hot stamping parts are lower than those of cold stamping parts, but they are better than those of castings and forgings, and the amount of cutting is less.Stamping is mainly based on process classification, can be divided into separation process and forming process two major categories.
- Q: When the blank is a casting, the margin is evenly distributed, how should rough machining?Please help friends from mechanical classes.There is another problem: in the NC milling plane contour machining, when the rough margin is large, how to deal with.Who can help in time, add 20 reward. Urgently!!
- Problem one,1, according to drawings, castings, material requirements and machine power, choose the right diameter of roughing tools, and can process this material blade type.2, according to the actual size of the casting blank, calculate the number and path of the knife, pay attention to small cutting depth, large feed, cutting width, to ensure that the tool diameter 80 - 90%, the amount of not full knife cutting, this tool and machine tool damage.Question two,If they can not change the casting blank allowance under the condition that the quantity large diameter cutter, such as milling cutter main angle 7560 degrees can give reasonable processing parameters, the same cutting depth should not be too large, because in the same machine power, tool diameter increases, cutting depth will need smaller.
Send your message to us
Manhole Covers Bitumen Coating Ductile Cast Iron
- Ref Price:
-
- Loading Port:
- China main port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 pc
- Supply Capability:
- 3000 pc/month
OKorder Service Pledge
OKorder Financial Service
Similar products





Hot products






Hot Searches
Related keywords

