










Heavy Duty Cast Iron Manhole Cover EN124 B125
- Ref Price:
-

- Loading Port:
- China main port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 110 set
- Supply Capability:
- 4000 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like







Specification
Product Description
1) production standard: EN124 from A15 to F900
2) Material: grey iron, ductile iron,
3) Type:round type and Square type,triangle
4) Sand casting,
5).we can produce as per customers'drawings
6)ISO9001:2000
Advantages
Good compressive, bending and impact strength, anti-corrosion, not rust, long service life (at least 30 years).
The quality meets the same kinds cast ion manhole covers but the cost is 30% lower than.
Contain no metal and no recovery value, anti-theft.
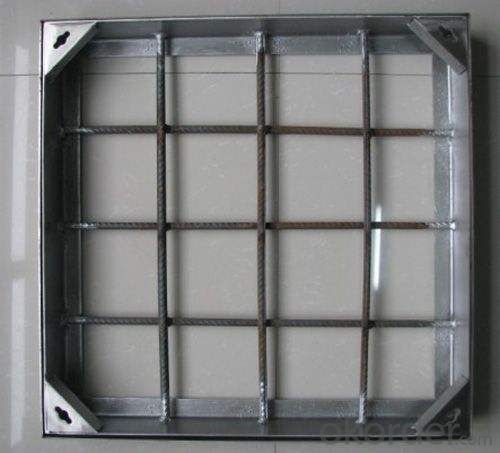
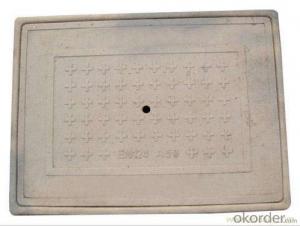
Pictures



Packaging and Shipping
Delivery Detail: 8 days if your order is 20"container
Packaging: Details Pallet with bubble film, Carton or with pallet
Specifications
Double triangle ductile iron manhole cover
1.Standard:ISO 9001 EN124 D400
2.Service:OEM
3.High quality
4.Made of ductile

FAQ
1. What is your products advantage?
A. All kinds of size as customer's requirements;
B. Small quantity trial order is welcome
C. Customized design is available and free, Such as Color, Logo, Panel, Load and Dimension etc.
D. Quality control and promptly delivery
E. Good after sales service
2. What is your payment?
T/T, L/C, D/P Western Union or as customer's requirements.
3. How about the shipment?
A. Small quantity you can choose by air
B. Less than one container you can choose LCL shipment by sea
- Q: What are the factors affecting the machining process of the casting material and structure?
- The impact on the machining is obvious, it should be the material and heat treatment of the castingCarbon steel parts should be treated by heat treatment (annealing) without special conditions. It can effectively prevent the uneven hardness and hard points. It is easy to turn.
- Q: What are the requirements for casting steel castings?
- 4 thickness, most should be placed above the.5 and try to reduce the number of.6, the sand core should be used in classification of flat surface
- Q: What is the ejection angle of the die casting (Tan Gang)?
- Because after the wax, wax parts will have a slight contraction, which is good for demoulding. Many moulds don't do the ejection angleEspecially deep hole, and customers to discuss, generally take 0.3-1 degrees is enough
- Q: Why do cheap cars like stamping parts instead of casting parts?
- We usually say that the stamping is usually refers to the cold stamping parts, for example, a piece of iron, wants to turn it into a fast food dish, it must design a set of mold, mold is working face plate shape, the pressure plate mold, it becomes you want the dishes, this is the cold stamping die stamping is the direct use of metal materials.Automobile stamping parts are mainly classified according to process, and can be divided into two major parts: separation process and forming process.
- Q: Selection of hydraulic press is the casting parts and steel plate welding, how to choose?
- Casting parts in one shape, the overall processing in this regard than steel plate welding better. The same price is much more expensive than steel. Large hydraulic presses seldom have casting parts.
- Q: As shown, how do I achieve the tightness test of this product, and achieve industrial production? Seek expert advice.
- Precise and tight sealing of the surface to which the test piece is to be tested, equipped with an airtight test instrument, and an electrical control system. You can complete automated testing equipment
- Q: Would you please tell me how to use casting parts for a year?The cast of an aircraft wing needs to be put aside for a year before it breaks;Does anyone know why?
- 3, the resonance method is cast on its resonant frequency vibration 1060ndn, to eliminate the residual stress in casting.
- Q: Can the casting part be phosphating with the phosphating solution of the pickling board?
- Like stainless steel casting, duplex stainless steel casting is phosphating, ductile iron gray iron is not required
- Q: When the blank is a casting, the margin is evenly distributed, how should rough machining?Please help friends from mechanical classes.There is another problem: in the NC milling plane contour machining, when the rough margin is large, how to deal with.Who can help in time, add 20 reward. Urgently!!
- Problem one,1, according to drawings, castings, material requirements and machine power, choose the right diameter of roughing tools, and can process this material blade type.2, according to the actual size of the casting blank, calculate the number and path of the knife, pay attention to small cutting depth, large feed, cutting width, to ensure that the tool diameter 80 - 90%, the amount of not full knife cutting, this tool and machine tool damage.Question two,If they can not change the casting blank allowance under the condition that the quantity large diameter cutter, such as milling cutter main angle 7560 degrees can give reasonable processing parameters, the same cutting depth should not be too large, because in the same machine power, tool diameter increases, cutting depth will need smaller.
- Q: In the design of casting steps and precautions, for casting design, we have what experience?.
- Two: the basic structure unit in the design of metal casting type and the parameters selected, usually should also pay attention to: (1) because of the metal type heat quickly, so the metal type casting minimum wall thickness should be bigger than the sand casting, metal type casting alloy minimum wall, different size of castings see table 1.1-31 thick can be selected; (2) the inner wall of the casting internal ribs and the thickness of wall thickness should be 0.6-0.7 connected, or as the inner wall (rib) cold slowly, cracks in the wall at the junction in the casting shrinkage;
Send your message to us
Heavy Duty Cast Iron Manhole Cover EN124 B125
- Ref Price:
-
- Loading Port:
- China main port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 110 set
- Supply Capability:
- 4000 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products






Hot products






Hot Searches

