

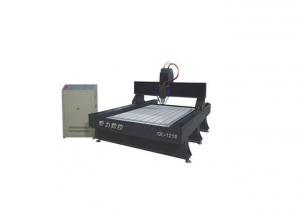
CNC Engraving Machine
- Ref Price:
-

- Loading Port:
- China Main Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 1 Set set
- Supply Capability:
- 130 Sets per Month set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Detailed Product Description
cnc engraving machine Spindle power 4.5KW
Horizontal axis Power 3KW
Drive motors stepper
Horizontal axis speed 24000rp
XK1325-C carving machine Horizontal drilling machine ) Feature:
1. The whole lathe is thicking,scientific welded,so it will not be become distorted.
2. Two rows and four lines_rolling block devices that ensure it is high loading capacity and moves steadily.the imported screw rod from Germany is very precise.
3. has a power outage continued carving ,power failure recovery,processing time prediction function ,the real humanism design come true.
4.software has good compatibility and is compatible with several design software such as type 3/artcam/castmate/weitai and variety of CAD/CAM design software generate code which is processing.Ensure that the design barrier_free.
Specification: XK1325-C (Horizontal drilling machine)
Model |
XK1325-C |
Table size |
1440*3040mm |
X Y Z axis working area |
1300*2500*200mm |
X-Y movement |
Rack and pinion ,gear drive |
Z movement |
Ball screw drive |
Max cutting speed |
20000mm/Min |
Max speed |
35000mm/Min |
Repeat positioning accuracy |
0.05mm |
Resolutions |
0.025mm |
Adsorb power |
4.5kw /water cooling |
Spindle speed |
24000rpm/Min |
Inverter power |
7.5kw |
Horizontal spindle power |
3KW |
Inverter power |
3.7kw |
Working Voltage |
AC380/50-60Hz 3-phase |
Command code |
G code |
Drive motors |
stepper |
Collet |
ER 25~12.7mm.6mm,3.175mm |
Computer interface |
USB 2.0 |
Software |
Type 3 software/France |
Controls |
DSP0501(digital signal processor) for two spindle |
Packing dimensions |
2200mm*3200mm*1850mm 1400kg |
Equipment available |
a,Vacuum hold down
b,Auto cut adjusting device
c,Oil lubrication system
d.Clamps and vacuum fitting |
- Q: Manually press the top into, if press do not put, will always top into the top retreat. Just push a little to let go, it will be back, but the computer also shows the top back, I think if the valve has a problem, or a problem with the oil cylinder, the problem, it will not have the computer display back ah, I just pressed into, will be automatically returnedExpert pointing ah!Trip switch type1 times the number of pins, semi-automatic, fully automatic, there will only be once, the election is repeatedly out, this common will not be wrongIf the trip switch off the top of the bad, it will not lock the mold, the top into the bad, it has been the top will not retreat, so few master assumptions are not established
- There is a problem with the oil circuit and the cylinder is in trouble. The computer will also show the top off.
- Q: Injection molding machine after opening the thimble, the top is not moving, the top of the solenoid valve, the ejection point after the lubricant, the top out of normal, work a few minutes later, and must also be sprayed, this is the point of trouble
- On the above, answer the professional point, okay? It says spraying on the mold. This is because the thimble is jammed and has nothing to do with the molding machine. I give you advice: 1: check the installation of a few top rod, installed less or the location is wrong, there will be a top out, or stuck. 2. check the thimble for carbon or rust. 3. check that the ejection is under pressure.
- Q: How about the height of the thimble? Why is it sometimes higher and smaller than the rear mold?How to design the thimble height?: the problem that a few days ago. I is often encountered in practice, hope master enlighten!:: y
- When the anti thimble has traces, it will do the leather pattern on the head of the thimble, and prevent the top. The white will do the gluing at the thimble, and the 0.0.2 will be added to the shallow groove above the head of the thimble or the "ten" word on the slope or arc surface
- Q: How to deal with the broken thimble in the die casting mould field?
- If the die is broken, the thimble will be stuck in the thimble hole of the mold core and can not be taken out by beating. If the thimble is not available and the product can be out of shape and not deformed, the emergency treatment method is to use the grinder to grind and break the needle and continue the production. The best solution is to use the wire cutting method, in the broken needle main cut a circle, such as 8 mm thimble cutting 6 mm hole, you can easily break the needle knock out.
- Q: How to install ejector pin removing device on die cutting machine?
- Installation of thimble waste removal device can directly contact your company to buy die cutting machine manufacturers of customer service, if the service of the company will be in two or three days or even faster arrangements for your company to install. I hope I can help you!
- Q: Air conditioning fluorine tube thimble is too short, connected to add liquid mouth did not respond, remove leather pad can, but leakage is fluorine tube problems, or what?
- You can't remove the leather pad. It's the inside of the craft. The thimble is too twisted. Just twist it out.
- Q: Plastic mold bite surface, thimble printing reasons, specifically how to deal with?
- 1. The bite flower is usually on the female die surface and the thimble is in the male mold face. If there is a trace, it is necessary to reinforce the corresponding place.2, plastic mold, a kind of plastic molding, extrusion, injection, blow molding and low foaming molding of a combination of plastic mold short.3, such as die with variable cavity composed of concave mould substrate, die components and die combination board, die with variable core is composed of a convex mold substrate, punch assembly, punch card, combination cavity blocking assembly and side cutting plate. The coordinated change of die, punch, die and auxiliary forming system. Can be processed in different shapes, different sizes of series of plastic parts.
- Q: What are the installation methods, that kind of method can best protect coaxiality, trouble can be explained in detail, or give some reference material is best.
- Yes, the coaxiality between the axis of the tailstock of the lathe and the axis of the spindle is a technical specification that is strictly calibrated when the lathe is out of the factory. Of course, according to your question, I understand is not what you say is multiple clamping U-turn in how to ensure the concentricity of the ah, this type of parts are generally double top position, strictly for example engine crankshaft, at both ends of the central shaft is in balance hole processing machine, to ensure the concentricity of two center hole.
- Q: How can the thimble be fitted with bearings?
- The structure of the utility model is an upper and a lower thimble structures, wherein the shaft is fixed in the vertical direction and is directly pressed into the rotor by the direct acting force.Thimble:Thimble (English: Die thimble) is a plastic mold parts, used in plastic mold. The thimble can also be called a putter, a pin, a needle, a needle, etc. sometimes the center of a lathe is also called a thimble.(1) in the plastic mold, the product is separated from the mold, is also the most commonly used;(2) hard alloy such as tungsten steel thimble thimble, can be used to pass long thin hole;(3) it is also called the top thimble assembly in a lathe or grinding machine, used to support the workpiece and workpiece to rotate around the head of the conical metal rods, but with plastic mould parts of the thimble is completely different things;(4) plastic mold thimble can also be used in the mold inside, it can play a stabilizing role, is called inserted needle.The types of plastic die thimble are: dome needle, needle, standard thimble, non-standard thimble, and so onPlastic mold thimble materials are SKH51, SKD61, SKD11, 65Mn and so onSKH51 thimble better toughness than SKD61; SKD61 can be 1600 degrees high temperature resistant thimble, thimble SKD61 surface nitriding can be very good to improve the wear resistance of the thimble, the thimble 65Mn because of its poor quality, the quality is brittle and easily broken, most of the plastic mold is not assembling and using 65Mn material thimble.
- Q: How can the repair of the die thimble cause friction with the die?
- Welding, back to add thimble used so far die machine, do not run the seam, glue. Usually the thimble is not tight enough to be a little loose, very smooth, because it moves.
1. Manufacturer Overview
| Location | Shandong,China |
| Year Established | 2010 |
| Annual Output Value | |
| Main Markets | North America South America Eastern Europe Southeast Asia Africa Oceania Mid East Eastern Asia Western Europe |
| Company Certifications | ISO 9001:2000 |
2. Manufacturer Certificates
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period |
3. Manufacturer Capability
| a) Trade Capacity | |
| Nearest Port | |
| Export Percentage | 61% - 70% |
| No.of Employees in Trade Department | |
| Language Spoken: | |
| b) Factory Information | |
| Factory Size: | |
| No. of Production Lines | |
| Contract Manufacturing | OEM Service Offered Design Service Offered Buyer Label Offered |
| Product Price Range | |
Send your message to us
CNC Engraving Machine
- Ref Price:
-
- Loading Port:
- China Main Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 1 Set set
- Supply Capability:
- 130 Sets per Month set/month
OKorder Service Pledge
OKorder Financial Service
Similar products






Hot products





Hot Searches
Related keywords

