



Alloyed Steel Billets or Blooms Manufactured by Continue Casting Furnace
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 m.t.
- Supply Capability:
- 10000 m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Alloyed Steel Billets or Blooms Manufactured by Continue Casting Furnace
1.Structure of Alloyed Steel Billets or Blooms Manufactured by Continue Casting Furnace
Steel Billets Manufactured by Continue Casting is the raw material of all kinds of steel mill. Billet section of square, round, flat, rectangular and abnormity, etc Several, mainly related to shape of rolled products. Simple rolled section steel, choose cross section of square billet or rectangular billet. rolling The sector products such as flat steel, Angle steel, select the rectangular billet or slab. Had better profiled billet when production beams, channels, and in rolling process Lines and improve the yield. The raw material of round billet is the production of seamless tube.
2.Main Features of Alloyed Steel Billets or Blooms Manufactured by Continue Casting Furnace.
Steel Billets Manufactured by Continue Casting section size should meet the requirements of rolling deformation and finished product quality, but also roll strength and biting condition of restrictions. General steel Billet section height H. And the roll diameter D The ratio of the ( namely H/D) Should be less than or equal to zero 0.5 . Length of steel billet by finishing temperature, Rolling time and the length of the product Or times ruler. When heated too long accident prone to bump the furnace wall of steel, too short, furnace bottom utilization rate is not high, influence the heating furnace production. For the production Choose a variety of steel and steel billet, should consider the affinities of billet, as far as possible in order to improve the productivity of the roughing mill, simplify the stock management of workshop.
There are three shapes of the steel billets: square billet, slab, rectangular billet The Chinese billet, rectangular billet is mainly suitable for rolling hot rolled strip, building reinforced bar, Ordinary wire, high speed wire rod and various small profile. Of the slab are mainly used for rolling plate and hot coil sheet.
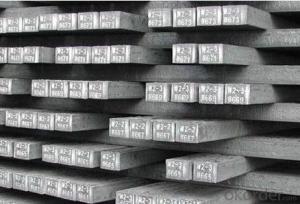
3. Alloyed Steel Billets or Blooms Manufactured by Continue Casting Furnace Images


4. Alloyed Steel Billets or Blooms Manufactured by Continue Casting Furnace Specification
Steel Billets Manufactured by Continue Casting rolled steel, after processing can be used for mechanical parts, forging parts, processing all kinds of steel, steel Q345B channel steel, wire rod is the role of the billet. Steel billet is used in the production of semi-finished products, generally cannot be used directly for the society. Steel billets and steel are strictly divided into standard, cannot decide to whether the business enterprise of the final product, and according to unified standards to perform the whole society. Typically, billet and the steel is relatively easy to distinguish, but for some steel billet, and have the same specification and same steel purposes (such as rolling tube billet), whether can be used for other industries, whether through steel processing process, whether through a finished product rolling mill processing to distinguish
Material standard The editor Range of thickness: 150-240 - mm + / - 5 mm width range: 880-1530 - mm + / - 20 mm Length: 3700-10000 - mm + / - 500 - mm Cross-sectional size: 64 * 64; 82 * 82; 98 * 98; 124 * 124; 120 * 150; 152 * 164; 152 * 170 mm Length: 9000 mm Section of tolerance: billet: 1.0 + / - 2.0-1.0 + / - 1.0 mm slab: width: + / - 2.0 mm thickness: + / - 3.0 mm The length tolerance: + / - 200 mm Section diagonal tolerance: 3.5-8.0 MM Billet section size protrusions requirements: < 1242 mm, do not allow; > = 1242 mm, < = 2 mm 1242 mm, < = 3 mm Beheading (shear) extension deformation: < 1242 mm billet: no control; The slab: < = 15 mm Surface tilt: no more than billet section 0.1 Bending: every 1 m length is not more than 10 mm The distortion: length < = 5 m, < = 11. ; The length of the < = 7.5 M, < = 5. Material % 3 sp/PS chemical composition: C Mn Si S P
5.FAQ of Alloyed Steel Billets or Blooms Manufactured by Continue Casting Furnace
We have organized several common questions for our clients,may help you sincerely:
①How about your company?
A world class manufacturer & supplier of castings forging in carbon steel and alloy steel,is one of the large-scale professional investment casting production bases in China,consisting of both casting foundry forging and machining factory. Annually more than 8000 tons Precision casting and forging parts are exported to markets in Europe,America and Japan. OEM casting and forging service available according to customer’s requirements.
②The causes of surface transverse crack and prevent method have?
Transverse cracks in the slab vibration mark the surface of the inner arc wave trough, is usually not hidden, crack depth can be up to 7 mm, width is 0.2 mm.Cracks in the existing body of the mesh area.The cause of general is disorder caused by the continuous casting process control.Such as: vibration mark too deep, Al, N content in steel, prompting particle (A1N) in the grain boundary precipitates, induced transverse crack;Billet straightening within the range of brittleness temperature 700 ~ 900 ℃;Secondary cooling is too strong, and so on. Continuous casting process and some measures to prevent the transverse crack in general are: mold using high frequency small amplitude;With smooth and weak cooling, secondary cooling and make the slab surface temperature greater than 900 ℃;Mould liquid level is stable, and USES the good lubrication performance, low viscosity of protecting slag. In general, M - EMS has little effect on the transverse crack, but the end of the electromagnetic stirring (F - EMS) can make the slab surface temperature picks up, can make the transverse crack caused by vibration mark (small) in the next row, especially the air cooling zone, not force and continue to expand, especially for casting machine technology of straightening temperature may be lower than 900 ℃, more degradation effect
③What is the advantage of the continue Casting steel billet comparing to the die casting steel billet?And how is the process?
Compared with die casting, continuous casting has the advantages of: 1. To simplify the Steel billet The production process 2. Improve the metal yield 3. Improve the quality of the billet 4. Reduces the steel worker's labor intensity 5. Save energy and reduce consumption
Steel billet is produced by the method of through three processes: It is through the steelmaking system of continuous casting equipment, directly by the molten steel pouring into billet; The second is the steelmaking system in the production of steel ingot casting billet through system of steel rolling rolling equipment or processing of steel semi-finished products; Three is the steelmaking system production of steel ingot by forging the semi-finished product processing equipment.
- Q: How are steel billets used in the production of automotive chassis?
- Steel billets are an essential component in the production of automotive chassis. A billet is a semi-finished product that is typically a rectangular or square shape and is made by casting molten steel into molds. These billets are then further processed to create various components of the automotive chassis. Firstly, steel billets are subjected to a process called hot rolling. This involves heating the billets to high temperatures and then passing them through a series of rollers to shape them into the desired forms. During this process, the billets are elongated and shaped into different profiles, such as I-beams or C-channels, which are commonly used in automotive chassis construction. Once the desired shape is achieved, the hot-rolled steel is further treated through a process known as quenching and tempering. This involves rapidly cooling the steel in a controlled manner to increase its strength and durability. The steel is then reheated and slowly cooled to stabilize its microstructure, resulting in enhanced mechanical properties. The processed steel billets are then cut into specific lengths and welded together to form the main structural components of the automotive chassis, such as the frame or subframe. These components provide the necessary strength, rigidity, and stability to support the vehicle and withstand various loads and stresses encountered during operation. Steel billets are preferred in automotive chassis production due to their excellent strength-to-weight ratio, high tensile strength, and ability to withstand impact and bending forces. These characteristics make steel billets ideal for ensuring the safety and stability of the vehicle, as well as providing a solid foundation for other automotive components, such as suspension systems, engine mounts, and body panels. Overall, steel billets play a crucial role in the production of automotive chassis by providing the raw material for the creation of various structural components. Their strength, durability, and versatility make them a preferred choice in the automotive industry, ensuring that vehicles are built to withstand the demands of everyday use and provide a safe and reliable driving experience.
- Q: How are steel billets used in the production of machined parts?
- Steel billets are an essential raw material in the production of machined parts. They are typically used as the starting point for creating various components and products through machining processes such as turning, milling, drilling, and grinding. Firstly, steel billets are heated to a specific temperature to make them more malleable. This process, known as forging, allows the billets to be shaped and manipulated into the desired form. The heated billets are then placed onto a cutting machine, where they are cut into smaller sections called blanks or workpieces. After the billets have been cut, the blanks are further processed using different machining techniques. For example, turning involves rotating the workpiece while removing excess material with cutting tools to create cylindrical shapes like shafts or rods. Milling involves using rotary cutters to remove material from the workpiece, typically to create complex shapes or features. Drilling is another common machining process where holes are created in the billet or workpiece using a drill bit. This is often required to accommodate screws, bolts, or other fasteners in the final product. Grinding, on the other hand, is used to achieve a smooth and precise surface finish on the machined parts. Overall, steel billets play a crucial role in the production of machined parts. They provide a solid and durable foundation that can be shaped and transformed into various components through the application of different machining techniques. Without steel billets, the manufacturing of machined parts would not be possible, as they serve as the starting point for creating the final products that we use in numerous industries.
- Q: How do steel billets compare to other types of metal billets?
- Steel billets have several advantages over other types of metal billets. Firstly, steel is known for its exceptional strength and durability, making steel billets highly resistant to wear and tear. This makes them suitable for a wide range of applications, including construction, automotive, and manufacturing industries. Additionally, steel billets have excellent heat resistance, allowing them to withstand high temperatures without deforming or losing their structural integrity. This makes steel billets ideal for use in the production of components that are exposed to extreme heat, such as engine parts or industrial machinery. Moreover, steel billets offer versatility in terms of shape and size. They can be easily molded and formed into various shapes, enabling manufacturers to create complex and intricate designs. This flexibility makes steel billets preferred in industries where customized or intricate parts are required. Furthermore, steel billets are highly recyclable, making them a sustainable choice. The recycling process of steel requires significantly less energy compared to other metals, resulting in reduced carbon emissions and environmental impact. This aspect has led to an increased preference for steel billets in industries that prioritize sustainability and environmental responsibility. In summary, steel billets outperform other types of metal billets due to their exceptional strength, heat resistance, versatility, and recyclability. These properties make steel billets a preferred choice for numerous industries, offering a combination of durability, functionality, and environmental sustainability.
- Q: What are the different surface treatments for improved dimensional accuracy in steel billets?
- To enhance dimensional accuracy in steel billets, various surface treatments can be utilized. These treatments have the objectives of reducing surface imperfections, improving surface finish, and minimizing dimensional variations. Some commonly employed surface treatments for achieving improved dimensional accuracy in steel billets include: 1. Shot blasting: By forcefully propelling abrasive particles onto the billet's surface, shot blasting effectively eliminates dirt, scale, and surface contaminants. This results in a smoother and cleaner surface, thereby eliminating potential dimensional variations caused by surface irregularities. 2. Peeling: In this machining process, a cutting tool is used to remove a thin layer of material from the billet's surface. Peeling helps eliminate surface defects and imperfections, leading to enhanced dimensional accuracy. Additionally, peeling can improve the billet's surface finish. 3. Grinding: Material removal from the billet's surface is achieved through the use of an abrasive wheel or belt in the grinding process. This treatment effectively eliminates surface irregularities like high spots or scratches, contributing to improved dimensional accuracy. Furthermore, grinding provides a smoother and more uniform surface finish. 4. Turning: Using a cutting tool, turning involves the removal of material from the billet's surface. This treatment enables the achievement of precise dimensions and surface finish. Additionally, turning can enhance the billet's concentricity and straightness. 5. Polishing: Polishing entails the use of abrasive materials or compounds to create a smooth and reflective surface on the billet. By eliminating surface imperfections such as scratches or blemishes, polishing contributes to improved dimensional accuracy and surface finish. It is important to consider that the choice of surface treatment may vary depending on specific requirements and desired outcomes. Manufacturers often employ a combination of these treatments to attain optimal dimensional accuracy in steel billets.
- Q: What are the factors affecting the price of steel billets?
- There are several factors that can affect the price of steel billets. Some of the key factors include the demand and supply dynamics in the market, fluctuations in raw material prices (such as iron ore and coal), changes in energy costs, global economic conditions, geopolitical events, government policies and regulations, and technological advancements in the steel industry. Additionally, factors like currency exchange rates and transportation costs can also impact the price of steel billets.
- Q: What are the different surface treatments applied to stainless steel billets?
- There are several different surface treatments that can be applied to stainless steel billets, depending on the desired outcome and application. Some common treatments include passivation, pickling, electropolishing, and blasting. Passivation helps to improve corrosion resistance by removing any free iron from the surface. Pickling involves the use of acids to remove impurities and oxide layers from the surface. Electropolishing is an electrochemical process that provides a smooth and shiny finish. Blasting, on the other hand, involves using abrasive particles to remove surface contaminants and create a textured finish. These treatments can enhance the appearance, cleanliness, and durability of stainless steel billets for various industrial applications.
- Q: What is the role of steel billets in the manufacturing of hydraulic systems?
- Steel billets play a crucial role in the manufacturing of hydraulic systems. They serve as the raw material that is used to create various components and structures within these systems. Hydraulic systems rely on the use of pressurized fluid to transmit power and control mechanical motion. Therefore, the components within these systems need to be strong, durable, and resistant to corrosion and pressure. Steel billets provide the ideal starting material for manufacturing hydraulic system components due to their exceptional strength and toughness. They are typically made from carbon steel, which offers excellent mechanical properties such as high tensile strength and hardness. These properties ensure that the components can withstand the high pressures and forces experienced within hydraulic systems without deforming or failing. Furthermore, steel billets undergo various manufacturing processes such as forging, machining, and heat treatment to shape them into the desired components. These processes allow for the creation of intricate designs and precise dimensions, ensuring a proper fit and functionality within the hydraulic system. Moreover, steel billets are known for their excellent resistance to corrosion, which is crucial in hydraulic systems due to the presence of fluids and potential exposure to moisture. Corrosion can lead to component failure, leaks, and decreased system performance. The use of steel billets helps prevent such issues, ensuring the longevity and reliability of the hydraulic system. In summary, steel billets are essential in the manufacturing of hydraulic systems as they provide the necessary strength, durability, and corrosion resistance required for the components within these systems. Their versatility and ability to be shaped and processed make them an ideal material choice for creating reliable and efficient hydraulic systems.
- Q: Can steel billets be used in the production of energy infrastructure?
- Certainly, energy infrastructure can be produced using steel billets. Steel is extensively utilized in the construction of various energy infrastructure components, including power plants, transmission towers, pipelines, and wind turbine towers. By further processing and shaping semi-finished steel products known as steel billets, the required forms for these infrastructure projects can be achieved. The durability, strength, and versatility of steel make it well-suited for withstanding the demanding conditions and heavy loads associated with energy infrastructure. Moreover, steel provides excellent resistance against corrosion, which is of utmost importance for infrastructure exposed to the elements. In summary, the use of steel billets plays a crucial role in the production of energy infrastructure, ensuring the reliable and efficient generation, transmission, and distribution of energy.
- Q: What are the different methods of steel billet surface plating?
- There are several different methods of steel billet surface plating, each with its own advantages and applications. Some of the most common methods include: 1. Electroplating: This is a widely used method where an electric current is used to deposit a layer of metal onto the surface of the steel billet. The billet is submerged in a solution containing metal ions, and when the current is applied, the metal ions are attracted to the steel surface, forming a thin coating. 2. Hot-dip galvanizing: In this method, the steel billet is dipped into a bath of molten zinc. The high temperature causes the zinc to bond with the steel, forming a protective layer. This process is commonly used for steel structures that will be exposed to harsh environments or corrosive elements. 3. Powder coating: This technique involves applying a dry powder to the surface of the steel billet, which is then heated to form a protective layer. Powder coating offers excellent durability, resistance to corrosion, and a wide range of color options. 4. Physical vapor deposition (PVD): PVD is a method where a thin film of metal is deposited onto the surface of the steel billet through a physical process such as evaporation or sputtering. This technique is commonly used for decorative purposes and to enhance the hardness and wear resistance of the steel surface. 5. Chemical conversion coating: This process involves treating the steel billet with a chemical solution that forms a protective layer on the surface. Common conversion coatings include phosphate and chromate coatings, which provide corrosion resistance and improve paint adhesion. 6. Thermal spraying: In this method, a heated material, typically a metal or ceramic powder, is sprayed onto the steel billet surface using a high-velocity gas or flame. The sprayed material forms a coating, providing enhanced protection against wear, corrosion, and high temperatures. Each of these methods has its own benefits and is suitable for different applications. The choice of plating method depends on factors such as the desired level of protection, cost, aesthetics, and specific requirements of the steel billet's end use.
- Q: How are steel billets used in the manufacturing of machine parts?
- Steel billets are an essential raw material in the manufacturing of machine parts. These billets are solid, semi-finished steel products that are cast into specific shapes and sizes. The process of using steel billets involves various stages. Firstly, the steel billets are heated in a furnace to a specific temperature, which softens the metal and makes it more malleable. Once the billets reach the desired temperature, they are ready for further processing. Next, the heated billets are transferred to a rolling mill, where they undergo a process called hot rolling. In this process, the billets are passed through a series of rollers, which apply pressure and shape them into desired forms such as bars, rods, or sheets. The hot rolling process ensures that the steel billets achieve the required dimensions and surface finish. After hot rolling, the shaped steel billets are further processed through different techniques such as cutting, forging, or machining to fabricate machine parts. These parts can include gears, shafts, valves, or any other component required for machinery. The use of steel billets in the manufacturing of machine parts offers several advantages. Firstly, steel billets are known for their high strength and durability, making them ideal for producing parts that can withstand heavy loads and harsh operating conditions. Additionally, the malleability of steel billets allows for the creation of intricate shapes and designs, ensuring the production of complex machine parts. Moreover, steel billets can be easily customized to meet specific requirements. They can be alloyed with other metals or undergo various heat treatments to enhance their properties such as hardness, corrosion resistance, or wear resistance. This versatility of steel billets makes them suitable for a wide range of machine parts across different industries. In conclusion, steel billets play a crucial role in the manufacturing of machine parts. Through processes such as hot rolling, cutting, forging, and machining, steel billets are transformed into various shapes and sizes to create durable and high-quality components for machinery. The versatility and strength of steel billets make them an indispensable raw material in the manufacturing industry.
Send your message to us
Alloyed Steel Billets or Blooms Manufactured by Continue Casting Furnace
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 m.t.
- Supply Capability:
- 10000 m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products






Hot products





Hot Searches
Related keywords

