









Grinding Ball for Gold Mine made in Chian with Top Quality Steel as Raw Material
- Ref Price:
-

- Loading Port:
- Qingdao Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 25M.T. m.t.
- Supply Capability:
- 200000M.T./Year m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








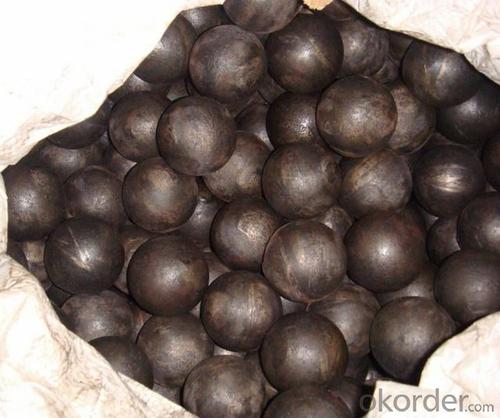
Feature of Grinding Ball for Gold Mine made in Chian with Top Quality Steel as Raw Material
1) In general, grinding steel ball has high hardness: surface hardness to 58-65 HRC, volume hardness of 56-65 HRC
2) impact toughness high: impact toughness more than 12 J / cm2.
3) broken rate is low: the actual broken rate is not higher than 0.5%.
4) loss of grinding forged steel ball round rate is low.
Applied fields of Grinding Ball for Gold Mine made in Chian with Top Quality Steel as Raw Material
1) Metal Mines, 2) Cement plants, 3) Water coal slurry,
4) Power stations 5) Chemical industry
Chemical Elements of Grinding Ball for Gold Mine made in Chian with Top Quality Steel as Raw Material

Product and Package of Grinding Ball for Gold Mine made in Chian with Top Quality Steel as Raw Material



- Q: Casting blank in the cooling process to release a large amount of heat energy, what can be recycled?
- Casting, do not need to provide a rough casting foundry drawings, according to your chart will put foot margin in the processing needs of the surface, the rest of the size can be found according to the mechanical design manual and manual casting. General Casting Factory Casting Division will be in your chart marked on shrinkage and processing margin figure (usually with red and green pen) to the patternmaker production of wood or other material mould diagram.
- Q: What's the effect of casting copper?
- Riga. Copper is copper components, promote the graphitization of the copper element, make dense tissue, and to refine and improve the uniform distribution of graphite, which can reduce the chilling tendency of the cast iron, but also can promote the formation of pearlite, has a favorable effect on the section sensitivity. Copper has the tendency to strengthen cast iron, ferrite and pearlite, so it can increase the strength of cast iron. The tensile strength and bending strength of cast iron almost increase with the amount of copper in it, especially in low carbon cast iron.
- Q: Why do cheap cars like stamping parts instead of casting parts?
- We usually say that the stamping is usually refers to the cold stamping parts, for example, a piece of iron, wants to turn it into a fast food dish, it must design a set of mold, mold is working face plate shape, the pressure plate mold, it becomes you want the dishes, this is the cold stamping die stamping is the direct use of metal materials.Automobile stamping parts are mainly classified according to process, and can be divided into two major parts: separation process and forming process.
- Q: What is the reason for 304 stainless steel precision casting parts to be changed?
- Mainly because of the cooling shrinkage caused by internal stress caused. There is the change of temperature distribution in materials element imbalance, is typical of surface and internal, thin wall and thick wall, bottom and top.
- Q: Does anyone know how to make precise casting parts for aerospace or manufacturers of single and small quantities of automotive parts and components, mainly in Beijing, Tianjin and Tangshan?
- List of China's military enterprises list of ten major military groupsChina Nuclear Industry Construction Group CorporationChina Aerospace Science and Technology CorporationChina Aerospace Science and Engineering CorporationChina Aviation Industry CorporationChina Aviation Industry Corporation IiChina State Shipbuilding CorporationcsicChina North Industries Group CorporationChina South Industries Group CorporationChina National Nuclear CorporationKey military enterprisesShipbuilding industry:China State Shipbuilding Corporation (South ship group), (China Shipping Group)China Shipbuilding Industry Corp (North Ship group), (China Shipbuilding Industry)Guangzhou Shipyard International Limited by Share Ltd (GSI)Jiangnan Heavy Industry Limited by Share Ltd (Jiangnan Heavy Industry)Nuclear industry:China National Nuclear Corporation (CNNC)China Nuclear Industry Construction Group Corporation
- Q: How can the casting be quenched and tempered?
- Cast steel annealing or normalizing parts in strength and toughness is insufficient, can be used in quenching and tempering treatment. It is mainly used for gear, gear and other parts of the cast steel. The conditioning has two kinds: one kind is cast directly after quenching and tempering, with warm water (40---50 degrees) intermittent cooling, suitable for ZG270---500, ZG310----570 and other castings.
- Q: Would you please tell me how to use casting parts for a year?The cast of an aircraft wing needs to be put aside for a year before it breaks;Does anyone know why?
- 3, the resonance method is cast on its resonant frequency vibration 1060ndn, to eliminate the residual stress in casting.
- Q: How can the casting be plated with ordinary zinc plating? The coating is too thin and requires 0.08 thickness
- Hot galvanizingGenerally 0.06 mm or more
- Q: What foundry factories are used in the casting parts of China's major automobile manufacturers?
- This is too muchYou do not have a specific list of statistics, but there are many foundries in china!Moreover, car prices are unlikely to be ordered in the local factories!
- Q: Shandong foundry, casting small pieces of precision casting
- Dongying Huayang precision casting factory, the smallest to do 2G pieces.
1. Manufacturer Overview
| Location | Shandong, China |
| Year Established | 1971 |
| Annual Output Value | US$50 Million - US$100 Million |
| Main Markets | Domestic Market, Southeast Asia, South Asia, North America, South America |
| Company Certifications | ISO9001;IS014001 Certificate |
2. Manufacturer Certificates
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period |
3. Manufacturer Capability
| a) Trade Capacity | |
| Nearest Port | Qingdao Port |
| Export Percentage | |
| No.of Employees in Trade Department | 6-10 People |
| Language Spoken: | English, Chinese, Korean |
| b) Factory Information | |
| Factory Size: | Above 60,000 square meters |
| No. of Production Lines | Above 10 |
| Contract Manufacturing | Forged Grinding Ball,Cast Grinding Ball,Casting Cylpebs,Grinding Rods,Decorative Steel Ball |
| Product Price Range | Average |
Send your message to us
Grinding Ball for Gold Mine made in Chian with Top Quality Steel as Raw Material
- Ref Price:
-
- Loading Port:
- Qingdao Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 25M.T. m.t.
- Supply Capability:
- 200000M.T./Year m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products






Hot products






Hot Searches
Related keywords

