


API 5L ASTM A53 A106 BS JIS DIN Seamless Pipe
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT or LC
- Min Order Qty:
- 20 m.t.
- Supply Capability:
- 15000 m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








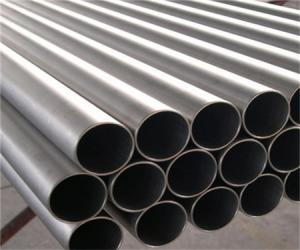
1、Structure of API 5L ASTM A53 A106 BS JIS DIN Seamless Pipe:
Seamless pipe is formed by drawing a solid billet over a piercing rod to create the hollow shell. As the manufacturing process does not include any welding, seamless pipes are perceived to be stronger and more reliable. Historically seamless pipe was regarded as withstanding pressure better than other types, and was often more easily available than welded pipe.
2、Main Features of API 5L ASTM A53 A106 BS JIS DIN Seamless Pipe:
• High manufacturing accuracy
• High strength
• Small inertia resistance
• Strong heat dissipation ability
• Good visual effect
• Reasonable price
3、API 5L ASTM A53 A106 BS JIS DIN Seamless Pipe Specification:
Standard | GB, DIN, ASTM ASTM A106-2006, ASTM A53-2007 |
Grade | 10#-45#, 16Mn 10#, 20#, 45#, 16Mn |
Thickness | 8 - 33 mm |
Section Shape | Round |
Outer Diameter | 133 - 219 mm |
Place of Origin | Shandong, China (Mainland) |
Secondary Or Not | Non-secondary |
Application | Hydraulic Pipe |
Technique | Cold Drawn |
Certification | API |
Surface Treatment | factory state or painted black |
Special Pipe | API Pipe |
Alloy Or Not | Non-alloy |
Length | 5-12M |
Outer Diameter | 21.3-610mm |
Grade | 20#, 45#, Q345, API J55, API K55, API L80, API N80, API P110, A53B |
Standard | ASME, ASTM |
1) Material:20#(ASTM A 106/A53 GRB.API5LGRB,GB),45#,16Mn,10#.
2) Specification range:OD:21.3-610mm,WT:6-70mm,length:6-12m or according to the requirement of clients.
3) Excutive standards:GB,ASME API5L.ASTM A 106/A53,Despite of the above standards,we can also supply seamless steel pipe with standard of DIN,JIS,and so on,and also develop new products according to the requirements of our clients!
4) Surface:black lacquered,varnish coating or galvanized.
5) Ends:Beveled or square cut,plastic capped,painted.
6) Packing:bundles wrapped with strong steel strip,seaworthy packing.
4、Packaging & Delivery
Packaging Details: | seaworthy package,bundles wrapped with strong steel strip |
Delivery Detail: | 15-30days after received 30%TT |
5、FAQ of API 5L ASTM A53 A106 BS JIS DIN Seamless Pipe:
①How is the quality of your products?
Our products are manufactured strictly according to national and internaional standard, and we take a test
on every pipe before delivered out. If you want see our quality certifications and all kinds of testing report, please just ask us for it.
Guaranteed: If products’ quality don’t accord to discription as we give or the promise before you place order, we promise 100% refund.
②How about price?
Yes, we are factory and be able to give you lowest price below market one, and we have a policy that “ for saving time and absolutely honest business attitude, we quote as lowest as possible for any customer, and discount can be given according to quantity”,if you like bargain and factory price is not low enough as you think, just don’t waste your time.Please trust the quotation we would give you, it is professional one.
③Why should you chose us?
Chose happens because of quality, then price, We can give you both.Additionally, we can also offer professional products inquiry, products knowledge train(for agents), smooth goods delivery, exellent customer solution proposals.Our service formula: good quality+good price+good service=customer’s trust
SGS test is available, customer inspection before shipping is welcome, third party inspection is no problem.
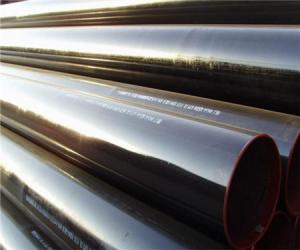
6、API 5L ASTM A53 A106 BS JIS DIN Seamless Pipe Images:



- Q: How are steel pipes used in the telecommunications network infrastructure?
- Steel pipes have a wide range of applications within the telecommunications network infrastructure. Underground cable conduits are one of the main uses of steel pipes in this industry. These conduits are responsible for safeguarding telecommunications cables from various external factors, including moisture, rodents, and physical damage. By providing exceptional strength and durability, steel pipes ensure the long-term protection of these cables. Furthermore, steel pipes are indispensable in the construction of telecom towers and antenna masts. These structures must possess robustness and resilience to withstand adverse weather conditions. Steel pipes offer the necessary strength, stability, and durability required for telecom towers to support antennas and other equipment. Additionally, their ease of assembly enables efficient deployment and maintenance of the network infrastructure. Additionally, steel pipes are crucial in the installation of fiber optic cables. Fiber optic cables transmit data at high speeds through the use of light signals. To ensure optimal performance, it is imperative to protect these cables from any external interference. Steel pipes serve as conduits for fiber optic cables, effectively shielding them from electromagnetic interference and other potential disruptions. To summarize, steel pipes play a vital role in the telecommunications network infrastructure. They are utilized for the installation of underground cable conduits, construction of telecom towers, and protection of fiber optic cables. The strength, durability, and versatility of steel pipes make them an ideal choice for guaranteeing the reliability and functionality of telecommunications systems.
- Q: What is the difference between steel pipes and PEX pipes?
- Steel pipes are made of metal and are known for their durability and strength. They are commonly used in industrial applications and for transporting fluids and gases. On the other hand, PEX pipes are made of a flexible plastic material called cross-linked polyethylene. PEX pipes are more flexible and easier to install compared to steel pipes. They are commonly used in residential plumbing systems due to their resistance to corrosion and ability to expand and contract with temperature changes.
- Q: What are the different methods of inspecting steel pipes?
- There are several methods of inspecting steel pipes, including visual inspection, non-destructive testing (such as ultrasonic testing, magnetic particle testing, and dye penetrant testing), radiographic testing, and eddy current testing. These methods help identify any defects, such as cracks, corrosion, or wall thickness variations, ensuring the quality and integrity of the steel pipes.
- Q: How do steel pipes handle water hammer in high-rise buildings?
- Steel pipes in high-rise buildings handle water hammer by absorbing the sudden pressure surges caused by the rapid opening and closing of valves. The strong and durable nature of steel pipes allows them to withstand the impact of water hammer without experiencing significant damage or ruptures. Additionally, the flexibility of steel pipes helps to dissipate the kinetic energy generated by the water hammer, reducing the risk of pipe bursts and ensuring the smooth flow of water throughout the building.
- Q: Can steel pipes be used for underground fuel storage systems?
- Yes, steel pipes can be used for underground fuel storage systems. Steel pipes are commonly used in underground fuel storage systems due to their strength, durability, and resistance to corrosion. They provide a reliable and long-lasting solution for storing fuel underground, ensuring that it remains secure and protected. Steel pipes are also able to withstand the pressure and weight of the fuel, making them a suitable choice for underground storage. Additionally, steel pipes can be easily welded and interconnected, allowing for flexibility in designing and constructing underground fuel storage systems. However, it is important to ensure that the steel pipes used for underground fuel storage systems are properly coated or lined to prevent corrosion and protect the fuel from contamination. Regular inspections and maintenance are also necessary to identify and address any potential issues that may arise.
- Q: How are steel pipes used in the manufacturing of furniture?
- Steel pipes are commonly used in the manufacturing of furniture to provide structural support and stability. They are often used as the framework for chairs, tables, and other pieces of furniture. Steel pipes are strong, durable, and can be easily manipulated and welded to create various designs and shapes. Additionally, steel pipes can be finished with different coatings or paints to enhance their appearance and protect against corrosion.
- Q: How are steel pipes inspected for quality?
- Steel pipes are inspected for quality through various methods such as visual inspection, non-destructive testing techniques like ultrasonic testing, magnetic particle inspection, and radiographic testing. These inspections help identify any defects, cracks, or imperfections in the pipes, ensuring they meet the required quality standards. Additionally, mechanical tests such as tensile strength and hardness tests may also be conducted to assess the structural integrity of the steel pipes.
- Q: How are steel pipes joined together?
- Steel pipes are often joined together using different methods such as welding, threading, and couplings. Welding involves melting the pipe ends and fusing them together, creating a strong and seamless joint. Threading involves cutting threads on the pipe ends and using fittings to screw them together. Couplings are used to connect two pipes by sliding them over the ends and tightening them with bolts or screws.
- Q: Are galvanized steel tubes the same as degaussing steel tubes?
- Degaussing steel tubeThe degaussing method specifies the following demagnetization in the established process document
- Q: How are steel pipes protected against rust?
- Steel pipes can be safeguarded against rust in various ways. One popular approach entails applying a protective coating to the pipes. This can be achieved through the use of a paint layer, epoxy, or a corrosion-resistant coating like zinc or galvanized coatings. These coatings act as a barrier between the steel and moisture, preventing rust formation. Another technique for shielding steel pipes from rust involves cathodic protection. This method employs sacrificial anodes, typically composed of zinc or magnesium, which are affixed to the steel pipes. These anodes corrode instead of the steel, sacrificing themselves and preventing rust on the pipes. In addition to coatings and cathodic protection, corrosion inhibitors can also be employed to protect steel pipes against rust. Corrosion inhibitors are chemicals that are added to the water or fluid flowing through the pipes. These chemicals generate a protective film on the steel's surface, inhibiting corrosion and preventing rust formation. Furthermore, regular maintenance and inspections play a vital role in safeguarding steel pipes against rust. Promptly addressing any signs of damage or wear on the protective coatings is crucial to prevent rust formation. Additionally, ensuring that the pipes are properly cleaned and dried before applying protective coatings can enhance their effectiveness. In summary, a combination of protective coatings, cathodic protection, corrosion inhibitors, and regular maintenance is utilized to effectively shield steel pipes against rust and corrosion. This approach prolongs their lifespan and maintains their structural integrity.
Send your message to us
API 5L ASTM A53 A106 BS JIS DIN Seamless Pipe
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT or LC
- Min Order Qty:
- 20 m.t.
- Supply Capability:
- 15000 m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products





Hot products






Hot Searches
Related keywords

