

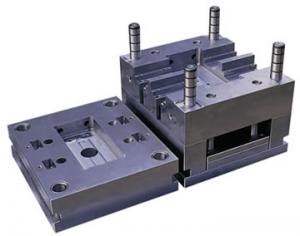
Pet Mould Making Plastic Injection Pet Preform Mould amd Pet Blow Moulding
- Ref Price:
-

- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Pet Mould Making Plastic Injection Pet Preform Mould amd Pet Blow Moulding
Plastic injection Mould standard | HASCO,DME,MEUSBURGER,JIS,CHINA LKM STANDARD | |
| 2 | Mould base | LKM&Hasco&DME standard (A,B plate 1730,2311,2312,P20 ) |
| 3 | Material main core and cavity insert | DIN2312,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
| 4 | Hardness of steel | 46~56HRC |
| 5 | Material for Slider ,Lifter and all sub insert use | 1.2767 HRC |
| 6 | Cavity | Single-cavity ,Multi-cavity |
| 7 | A surface request | EDM & High Polish |
| 8 | Gate | Cold runner,Yudo/DME/HASCO/Synventive Hot runner |
| 9 | Maximum mould size | 1500*1500 mm |
| 10 | Mould life time | 500000~+1,000,000 shots |
| 11 | Quality | ISO9001-2008 certification |
| 12 | Product material | PA,PA6/6+GF,ABS,POM,PC,PP,PET,TPE,PVC,HDPE etc |
| 13 | Lead time | 4~6 Weeks |
| 14 | Package | Wooden/Plywood case for tool ,PE bags add export carton for parts |
| 15 | Payment terms | T/T |
| 16 | Trade terms | FOB XIAMEN |
| 17 | Export country | Europe countries,USA,Mexico,Australia ,Middle-east ,Asia etc |
| 18 | Value-added service | Polish,texture,painting,screen printing,turnkey project |
| 19 | As a professional Plastic Injection mould ,Die casting Mould & Moulding manufacturer, our range products are covered from Automobile,Electronic,Industrial,Household,Medical,Sport,Office etc | |
| 20 | Clients project's 3D drawings or samples are highly appreciated | |
Our Services
1. Can supply with both Mold & Molded parts
2. Provide Milled Prototype Making, Mold Design, Mold Making, Mold Testing, Molding, Products assembly...services
3. With more than 25 years experience, all of works are done 100% in our factory in Taiwan!
4. Low volumes / Small orders are welcome! Please contact us to discuss case by case.
5. Accept only OEM / ODM / Customer Projects. We do not have any existing molds for sell.
6. Mold building lead time: Around 40-50 days, with 1st Mold trialing report and Mold trailing samples
Product Description
Plastic materials: | PS, ABS, PP, PVC, PMMA, PBT, PC, POM, PA66, PBT+GF30%...etc. |
Other materials: | Rubber, Silicone rubber, LSR, aluminum, zinc...Metal...etc. |
Quality: | ROSH and SGS standard |
Feature: | Non marking and Non flash |
Size: | According to your drawing |
Color, Quantity, Unit price, Tooling cost, Tooling size: | To be discussed |
Mold structure: | Injection Mould, Plastic Mold, Overmould, 2k mould, Die-Casting Mould, Thermoset Mold, Stack Mold, Interchangeable Mold, Collapsible Core Mold, Die Sets, Compression Mold, Cold runner system LSR Mold,…etc. |
Mould Base: | HASCO standard, European standard, World standard |
Mould Base Material: | LKM, FUTA, HASCO, DME, etc. or as per customer’s requirement. |
Surface Finish: | Texture (MT standard), high gloss polishing |
Finish: | Mirror finish etc. |
Cavity / Core steel: | P20, 2311, H13, 2344, Starvax 420, 236, AdC3, S136, 2312, 2379, 2316, 2083, Nak80, 2767 etc. |
Cavity: | Single cavity, Muti Cavity, based on customer’s requirement. |
Hot / Cold Runner: | HUSKY, INCOE, YUDO, HASCO, DME, MoldMaster, Masterflow, Mastip, Taiwan made brand…etc. |
Mould Life: | 1,000 to 1,000,000 shots (according to your working environment) |
Design & Program Softwares: | CAD, CAM, CAE, Pro-E, Solid works…etc. |
Equipments: | High speed CNC, standard CNC, EDM, Wire Cutting, Grinder, Plastic Injection Molding Machine for testing mold from 50-3000T available. |
Package: | Standard exported wooden box packed, fumigation process (upon required) |
Mold building lead time: | T1, 40~50 days, parts measurement report (upon required). |
Annual production: | 250 sets of mold |
- Q:The stamping dies at the Angle of 90 degrees, the Angle is big or small how to repair.
- The recommended answer is quite different. Bending 90 degrees is supposed to have both internal and external conditions. The inside is less than 90 degrees, and the outside is greater than 90 degrees. This is the question of the gap and the rebound. This is in the normal model domain. General modulators and mold engineers know how to handle it. R and not R also affect this. In the case of the block under zero, the probability of a general Angle is reduced. But absolute zero is bad, can cause product scratches serious. Typically, the master moduler will be a little bit more angular, and if you do a zero, he will also get around R0.2. The solution to this problem is one packet of R processing. Adjust the bending clearance. 3 below the forming block. The moulding male is left straight after two to 3 degrees. Adjust bending clearance and so on. This is the basic problem of stamping die! I didn't elaborate on what to do, but if you were doing molds, according to the ones I was talking about, it would be easy enough to fix the problem. There are several other forms of prototyping. Each has its own merits. You know, it's not a good idea.
- Q:What is die parting face?
- A mold term. Mould is, generally speaking, there are two major components: dynamic model and fixed die (or male mold cavities and cores), parting surface is closed and state can contact between the two parts, is divided into the workpiece or mold parts mold parting plane of block size, has a broader significance. The design of fractal surface directly affects the quality of the product, the difficulty of mold structure and operation, and is one of the key factors in the success of die design. The following principles should be observed when determining the parting surface: (1) make the mold structure as simple as possible. If you avoid or reduce the side parting, you will reduce the movement of the type and the fixing of the mold to reduce the difficulty of processing. (2) it is helpful for the smooth removal of plastic parts. As long as the mold is left to be left on the edge of the moving die to make use of the top of the injection molding machine, avoid the long distance core to reduce the size of the die. Ensure the precision of the product. To minimize manufacturing and assembly errors, as far as possible, in the same module as possible. (4) not affecting the appearance of the product. The flying side inevitably occurs at the parting surface, so avoid the design of the parting surface on the smooth surface. (5) ensure smooth exhaust of the cavity. If the fractal surface is as close as possible to the final filling of the cavity wall, it can be used to exhaust the cavity.
- Q:What does the die EDM mean
- EDM is electrospark machining. EDM is used in the working liquid in the pulse discharge between the two poles of galvanic action removal in special processing methods of conductive materials, also called discharge machining or electrical erosion, English abbreviation EDM. The main features The materials and complex shape artifacts that can be machined for the hard cutting of ordinary cutting processes; No cutting force when processing. Do not produce defects such as burrs and scratches; The tool electrode materials need not be harder than the workpiece materials. Direct use of electrical energy processing to facilitate automation; After processing, the surface produces a metamorphic layer which must be further removed in some applications. It is difficult to clean and process the smoke pollution in the process.
- Q:How many types of molds? Please help me out!
- The classified method of plastic mold profile at 11:30 on Friday November 7, 2008 mold is one of the important technology and equipment, modern industry is an integral part of many industrial products production. After China's accession to the WTO, the ability to attract foreign investment increased year by year, the increasingly prominent position, to become the world manufacturing factory of all kinds of industrial products mold imports more and more. The type of mold is usually carried out in accordance with the process of processing object and different classification, from the industry point of view to see the distinction between the main plastic mold, rubber mold, metal cold punching mold, metal cold extrusion die and hot extrusion die, metal drawing dies, powder metallurgy mold, metal die-casting mold, metal precision casting die mold, glass, glass fiber reinforced plastic mould and so on. Although there are many kinds of molds, the main items in the tax classification are the items of the tax items 84.80 and 82.07. The following is a description of how different types of molds used in the most common plastic processing are described. Plastic forming method of the most common general divided into two categories: the melt molding and solid phase is melt molding plastic heat to above the melting point, make the molten forming way, belongs to the molding methods of molding process mainly include injection molding, molding (shrinkage) molding, extrusion molding, etc; Solid-phase molding refers to a type of forming method in which plastic is kept solid under molten temperature
- Q:What is the manufacturing of mould materials
- You're talking about the industry that makes moulds. It is the metallurgical industry that makes mould material. From steelmaking to forging and rolling, it also belongs to heavy industry.
- Q:What are the career prospects of the mould profession
- It is understood that at present China mold enterprise is generally met a talent shortage problem, talent shortage has become the mold technology to further improve the bottleneck of further development, mould industry. The salary of mould personnel rises. Due to many enterprises difficult to recruit skilled senior technicians, lead to these people pay tends to rise, such as professional mold design of average monthly salary of 3000 yuan, nc 3500 yuan a month, familiar with design, processing, modelling the whole operation process of senior workers more than 5000 yuan a month, and the skills a good talent over ten thousand yuan a month is not unusual.
- Q:Make the mold with the dough
- When injecting the material into the dough, be careful to avoid excessive fluid pressure.
- Q:Why is the mold selected for quenching?
- Medium temperature tempering ^ (350-350 - c) : organization for tempered troostite after tempering. Hardness in the range of roughly HRC35 ^ - 45, within the scope of the elastic limit and yield strength of steel is higher, so it is mainly used for all kinds of springs, spring clip first class. High temperature tempering (500 ^ - 6800 - c) : the organization for tempering sorbite, hardness range for HRC23-35. The strength, plasticity, toughness and good overall mechanical properties of steel can be obtained by tempering the heat within this temperature range. It is mainly used for shaft parts, gears, rods, poles, screws, etc. The tempering of the hardened and subsequent heat is usually referred to as the adjustment of steel. The hardness of modified treatment weeken the scope for H RC25 ^ - 32. Tempering treatment is widely used in various important structure parts. As the final heat treatment, but also can be used as a certain precision parts, such as molding parts heat treatment in advance. It provides a uniform and small body tissue to reduce the deformation in the final heat treatment process and provide the foundation for the better final performance. (3) the surface heat treatment The so-called surface heat treatment is by changing the parts surface layer organization or change to the surface chemical composition. At the same time give parts surface layer and the core of different performance. That is, a method of heat treatment with the properties of external hard toughness. Surface treatment is divided into two categories: surface hardening and chemical heat treatment.
- Q:Is the stainless steel bowl replaceable in the oven?
- I had been sitting in a stainless steel basin for several times, and now I wonder why I spent so much money on the molds, which was much cheaper, a ten-inch dish of ten dollars.
- Q:What is the difference between imported mold and domestic steel
- Look not to come out from the appearance, warranty can be divided, but did not rule out the JS, use should be able to separate, but does not rule out the use of high quality domestic steel service life is better than imported steel and when selling imported steel.
1. Manufacturer Overview |
|
|---|---|
| Location | |
| Year Established | |
| Annual Output Value | |
| Main Markets | |
| Company Certifications | |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | |
| Export Percentage | |
| No.of Employees in Trade Department | |
| Language Spoken: | |
| b)Factory Information | |
| Factory Size: | |
| No. of Production Lines | |
| Contract Manufacturing | |
| Product Price Range | |
Send your message to us
Pet Mould Making Plastic Injection Pet Preform Mould amd Pet Blow Moulding
- Ref Price:
-
- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1 set
- Supply Capability:
- 100 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products






New products






Hot products





Related keywords

