


manhole cover, sanitary sewer manhole cover, cast iron manhole cover
- Ref Price:
-

- Loading Port:
- China Main Port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- -
- Supply Capability:
- -
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








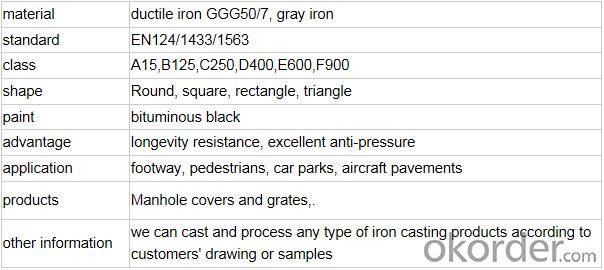
specifications
1.manhole cover
2.15 years casting experience
3.Capacity:12000 Tons
4.QA and QC each batch
D400 E600 cast iron manhole cover
|
>>Manufacturing process
1.Sample or Drawing by customer 2.Tooling proposal&Discussion 3.3D Tooling Design 4.Tooling production 5.Rough parts manufacturer 6.CNC Machining 7.Fitting&Finish 8.Tooling Measurement&Check 9.Assembly 10.Trial Production 11.Correction 12.Final Trial 13.Samples Inspection 14.Sample Approval by customer 15.Tooling Approval 16.D400 E600 cast iron manhole cover |
>>Our Features
1.Materials:Gray iron, ductile iron, malleable iron, carbon steel,Alloy steel, stainless steel, aluminum, bronze, brass,etc. 2.Standard:JIS, DIN, ASTM, BS,GOST 3.Processes:Sand Casting, Investment Casting,Precision Casting,Forging,Stamping ,CNC Machining. 4.Surface treatment :Electro Zinc Plating Hot deep zinc plating,Electrophoresis,Powder coating,Painting ,Shoot blasting etc. 5.Heat treatment :Induction furnace for raw material heating.Heat treatment of continuous quench+temper+carburization available. 6.Machining:CNC machining centers for further machining process. |
- Q:Explain the heat treatment effect of casting parts, forging parts and welding parts
- Good welding of low carbon steel (alloy), probably because the weld workpiece rigidity, fast cooling, the weld internal crystallization of brittle microstructure (martensite), so after welding or welding process welding using self heat, reasonable arrangement of weld, welding seam and heat affected zone heat treatment. The welding heat treatment is often used to preheat before welding, after welding withasbestos cloth covering slow cooling annealing, reach the purpose, its main function is to reduce the internal stress, improve the weld microstructure of martensite formation, reduce brittle tendency, preventing welding cracks.
- Q:What are the factors affecting the machining process of the casting material and structure?
- As for the metallographic structure, usually the finished products after casting are treated by heat treatment. The mechanical properties of the carbon steel after heat treatment (quenching and tempering) are detected. The stainless steels are treated by heat treatment (solid solution, etc.) and the metallographic structure is analyzedThere is a lot of talk and a bit of confusionIf you have a specific brand, you can search for Baidu or buy tools
- Q:our factory now produces steel castings in the use of polishing directly after spraying processing, but the powder sprayed 15But the spray powder touched off what is the reason we are not very strict requirements not only need to peel off bubbles can also, because our products are steel castings so we use steam hole sludge put on. Do not know if this spray treatment has no effect to thank friends with us!
- Steel parts are not familiar. But after spraying, the powder should be divorced from the adhesive force is too low, try to provide the surface roughness of the casting
- Q:Can the casting part be phosphating with the phosphating solution of the pickling board?
- Phosphating. But it's not necessary. Because casting parts have strong corrosion resistance.
- Q:What is the reason for 304 stainless steel precision casting parts to be changed?
- 304 stainless steel is easier to change than ordinary steel. Because the 304 heat conductivity is lower than that of the low doped steel, the temperature is even more uneven, and 20% of the non ferrous elements also make the distribution of internal and external elements more uneven, hard and soft inside. Each of these two produces greater internal stresses, resulting in a variant.
- Q:How can the casting be quenched and tempered?
- Another is the result of pre heat treatment (quenching or annealing) after quenching and tempering treatment, suitable for ZG35SiMNMo, ZG35CrMo and so on. Please tell the casting process is your product and material and then set tempered.: shutup:
- Q:When the blank is a casting, the margin is evenly distributed, how should rough machining?Please help friends from mechanical classes.There is another problem: in the NC milling plane contour machining, when the rough margin is large, how to deal with.Who can help in time, add 20 reward. Urgently!!
- Personal advice:Because of the large margin, your outline is easy to guarantee;So the key is to consider the assembly and aesthetics of the casting. You have to find the machining criteria;Rough the datum so that it can be machined;After the outline, turn back to the finishing line.If the casting requirement is not high, the benchmark can be directly processed; (not recommended)Over
- Q:Casting parts by shot blasting, spray painting, baking after the formation of very small rust spots, how to solve ah?
- The first process is very important. Shot blasting must be thorough. The solution is to wipe the surface of the paint with a release. Re shot
- Q:Would you please tell me how to use casting parts for a year?The cast of an aircraft wing needs to be put aside for a year before it breaks;Does anyone know why?
- 3, the resonance method is cast on its resonant frequency vibration 1060ndn, to eliminate the residual stress in casting.
- Q:What are the casting parts tested?
- The surface brightness, appearance, size, chemical composition, weight, material, surface defects, internal defects, seals need to be checked, leakage, etc.
1. Manufacturer Overview |
|
|---|---|
| Location | |
| Year Established | |
| Annual Output Value | |
| Main Markets | |
| Company Certifications | |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | |
| Export Percentage | |
| No.of Employees in Trade Department | |
| Language Spoken: | |
| b)Factory Information | |
| Factory Size: | |
| No. of Production Lines | |
| Contract Manufacturing | |
| Product Price Range | |
Send your message to us
manhole cover, sanitary sewer manhole cover, cast iron manhole cover
- Ref Price:
-
- Loading Port:
- China Main Port
- Payment Terms:
- TT OR LC
- Min Order Qty:
- -
- Supply Capability:
- -
OKorder Service Pledge
OKorder Financial Service
Similar products



New products





Hot products






Related keywords

