









Injection Molding Machine LOG-130S8/A8 QS Certification
- Ref Price:
-
$15,061.00 - 20,367.00
/ unit

- Loading Port:
- Ningbo
- Payment Terms:
- TT or LC
- Min Order Qty:
- 1 unit
- Supply Capability:
- 720 unit/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like












Quick Details
Condition: New
Type: Preform Injection
Style: Horizontal
Brand Name: LOG MACHINE
Model Number: LOG130-A8
Place of Origin: China (Mainland)
Plastic Type: Thermoplastic
Automatic: Yes
Injection Weight: 196g-239g-277g
Clamping Force: 1300KN
Opening Stroke: 380mm
Power(W): 11 Kw
Certification: CE ISO9001
After-sales Service Provided: Engineers available to service machinery overseas
Voltage: 380V
Name: PET Preform
Space between tie bar: 410mm*410mm
Color: Green
Machine weight: 4T
Screw Diameter: 38-45mm
Machine dimension(L*W*H): 4.6*1.2*1.8
Warranty: 1 Year
Material: Stainless Steel
Machine: Thermoplastic Injection Moulding Machine
| Description | Unit | LOG-130A8 | ||
| international recognized models | 416/130 | |||
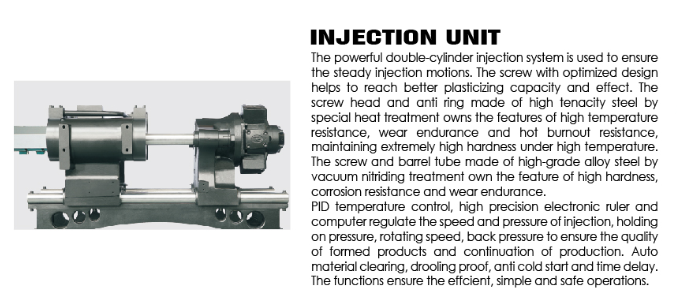
| injection | A | B | C | |
| Tjeoretical injection volume | cm³ | 215 | 263 | 302 |
| Shot volume | g | 196 | 239 | 274 |
| Oz | 6.9 | 8.4 | 9.6 | |
| Screw diameter | mm | 38 | 42 | 45 |
| Injection diameter | mpa | 193 | 158 | 138 |
| Screw L:D ratio | 22:01 | 20:01 | 18:01 | |
| Scerw steoke | mm | 190 | ||
| Screw rotate speed | r/min | 180 | ||
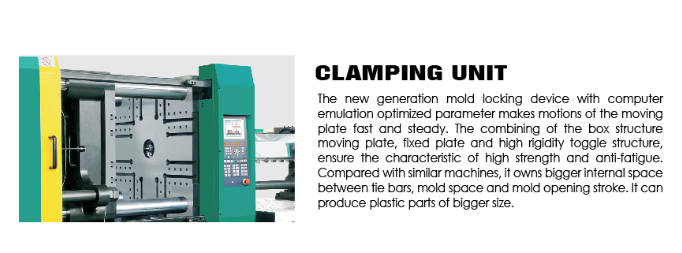
| CLAMPING UNIT | ||||
| Clamping force | kN | 1300 | ||
| Opening stroke | mm | 380 | ||
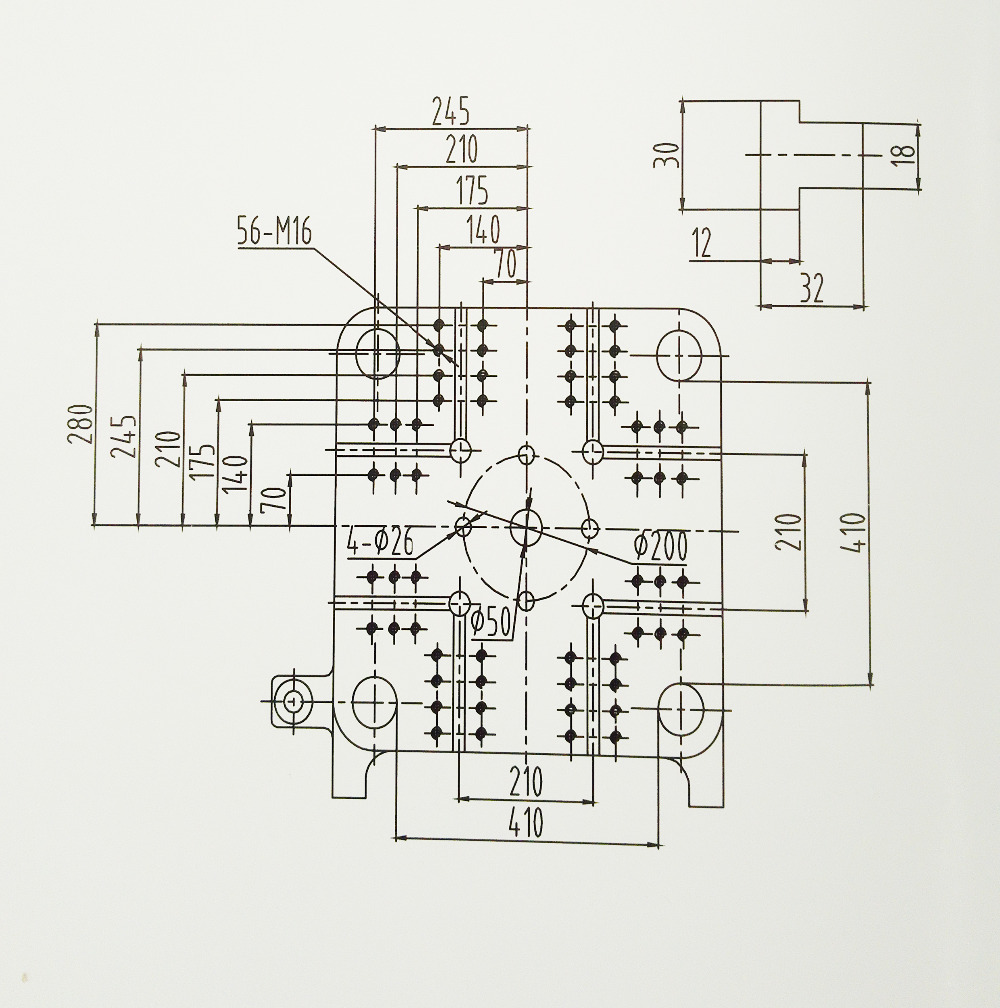
| Platen size | mm*mm | 610*610 | ||
| Space between tie bars | mm*mm | 410*410 | ||
| Maldthickness | mm | 150-430 | ||
| Platen Mix stroke | mm | 810 | ||
| Ejection stroke | mm | 120 | ||
| Ejcetion force | kN | 42 | ||
| Power/Elcetric Heating | ||||
| Hydralic system pressure | Mpa | 17.5 | ||
| Pump motor | kw | 12 | ||
| Heating power | kw | 7.7 | ||
| Number of temp.conteol | 4+nozzle | |||
| Other | ||||
| Cycle time | sec | 1.3 | ||
| Tank volume | L | 200 | ||
| Machine dimesions | m*m*m | 4.6*1.2*1.8 | ||
| Weight of machine | kg | 4000 | ||
Packaging Details: 20 GPcabinet Delivery
Delivery Detail: two weeks after get payment
| INJECTION | LOG130 | |||
| A | B | C | ||
| Shot volume | cm³ | 215 | 263 | 302 |
| Shot weight (ps) | G | 196 | 239 | 274 |
| oz | 7 | 8 | 10 | |
| Max injection rate | cm³/s | 97 | 118 | 163 |
| Screw diameter | mm | 38 | 42 | 45 |
| Plasticizing rate | Kg/h | 46 | 60 | 75 |
| Injection pressure | Mpa | 193 | 158 | 138 |
| Screw L:D ratio | 22:01 | 20:01 | 18:01 | |
| screw speed | r/min | 0~180 | ||
| CLAMPING | ||||
| Clamping force | Kn | 1300 | ||
| Opening stroke | mm | 380 | ||
| Platen size | mm*mm | 610*610 | ||
| Space between tie bars | mm*mm | 410*410 | ||
| Mold thickness (Min--Max) | mm | 150~430 | ||
| Hydraulic ejection stroke | mm | 120 | ||
| Hydraulic ejection force | Kn | 42 | ||
| Power Unit | ||||
| Hydraulic system pressure | Mpa | 17.5 | ||
| Pump motor | Kw | 11 | ||
| Heating capacity | Kw | 7.7 | ||
| Number of temp control zones | 4+ (nozzle) | |||
| GENERAL | ||||
| Dry-cycle time | sec | 1.3 | ||
| oil tank capacity | L | 200 | ||
| Machine dimensions | m*m*m | 4.6*1.2*1.8 | ||
| Machine weight | kg | 3550 | ||
Platen Dimensions:
product 1
Common thermoplastic resins include:
Polyethylene PE
Polyvinyl Chloride PVC
Polypropylene PP
Polystyrene PS
Polyethlene Terephthalate PET
Acrylonitrile-butadiene-styrene ABS
Styrene-Acrylonitrile SA
Acrylic PMMA
Polyamide PA (Nylon)
Styrene-Acrylonitrile SAN
Polycarbonate PC
- Q:What is the injection molding machine back pressure, back pressure role is what?
- Adjustment of back pressureThe adjustment of the injection back pressure shall be determined according to the raw material performance, drying conditions, product structure and quality, and the back pressure should be adjusted at 3-15kg/cm 3. When the surface of the product has little Qihua, mixed color, shrink and product size and weight changes, may be appropriate to increase the back pressure. When the nozzle leakage glue, salivation, Melt Overheating product decomposition, discoloration and feeding back too slow may be considered appropriate to reduce the back pressure.Back pressure is one of the important parameters to control melt quality and product quality in injection molding process. Proper back pressure plays an important role in improving product quality, and can not be ignored!
- Q:What are the features of servo motors for injection molding machines?
- 1. faster response, higher accuracy. DKM servo energy-saving injection molding machine servo motor, from static to reach the rated speed only 30ms, low pressure, low flow repeatability of repeatability is + 0.5%, while avoiding the frequency inverter motor hysteresis. Compared with the traditional injection molding machine, the speed response of its pressure and flow is only about 0.03s, not only can significantly improve the repeatability accuracy, and position accuracy of less than 0.1mm.2. molding cycle shorter, more efficient. Due to the use of servo motors, the injection molding machine each action start and stop time less, and canceled the proportional valve, reducing the hydraulic leakage, faster.3. motor energy consumption is lower. Compared to the traditional asynchronous motor about 80% of the efficiency, the same power of the device, the servo motor efficiency of more than 90%, more energy savings.4., the traditional motor startup, its current is 5 times the normal operation, and DKM servo energy-saving injection molding machine using soft start mode, it will not impact on the grid.5. water saving and fuel saving. The system has high efficiency, can effectively avoid the oil temperature rise, and the water cooling capacity decreases, the temperature range is reduced, thereby reducing the hydraulic oil replacement rate. Through the discovery of tube manufacturers tracking survey, the equipment within one year only in the summer 10~20 days need to use cooling water and cooling water by using only the traditional injection molding machine 1/3.6. lower noise. Servo injection molding machine is the main noise sources of power system, power system, servo motor and gear pump because of the characteristics of the decision itself the noise is very small, so that the noise of injection molding machine equipped with the system is very small.
- Q:Can polyurethane (PU) material be molded by injection molding machine?
- Certainly.Range of melting point of polyurethane 204-232CProcess control temperature 196-232CGeneral polyurethane injection molding temperature 200C, high temperature resistant 250CPolyurethane molding is divided into one step, two steps, and if it is two step molding, that is, the preparation of prepolymer, then injection molding, if it is a one-step method of direct alcohol or fat and the reaction of a unique acid, then the use of casting.
- Q:What is the percentage of nozzles in injection molding machines?
- Your first barrel the temperature is 200, so fifty percent is 100 degrees
- Q:Consult the injection machine and say how many grams, but I also see "360T 250T", what does this mean? Thank you
- The injection molding machine has said how many grams refers to the injection volume, and say how many tons refers to the injection molding machine clamping force size, such as 250T injection molding machine clamping force of 250 tons, namely 2500KN, A and spiral mistress, screw diameter 50mm, injection volume of 452g, B 55 screw, 547g.C screw diameter injection volume 60mm, the injection volume of 651g. range of 452-651g. in general 500g of the injection molding machine clamping force is about 250t.
- Q:Advantages and disadvantages of horizontal injection molding machines and vertical injection molding machines?
- 2. vertical machine has the advantages of small footprint, relatively low prices, shortcomings, such as high gravity, inconvenient to take parts, etc., suitable for small molds.
- Q:Injection molding machine clamping force appropriate, can speak a little detail, thank you
- This machine is calculated according to the projected area of the product clamping force, the clamping force must be greater than the cavity pressure, otherwise it will lock mode, causing flash
- Q:when the temperature rising in the exit but this is what the normal temperature increase of more than 20 degrees
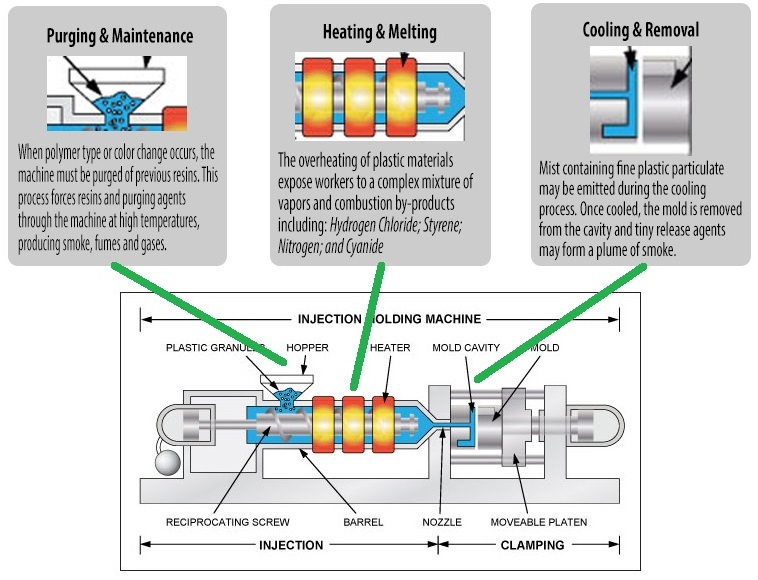
- 1, back pressure regulation is too large; 2, screw idle or slip, cause melt time longer, friction produce heat; 3, setting temperature is too low, melt resistance is too large, friction produce heat.Injection molding machine: injection molding machine, also known as injection molding machine or injection machine. It is a thermoplastic or thermosetting plastic plastic molding mold made of plastic products of all shapes of the main molding equipment. The injection molding machine heats the plastic, applying high pressure to the molten plastic to make it crack and fill the mold cavity. According to the arrangement of injection device and mould locking device, they can be divided into vertical type, horizontal type and vertical horizontal compound type.
- Q:Introduction of injection molding machine
- Secondly, the rated power of the whole machine is only 245KW, and the energy consumption of the traditional machinery is reduced by more than 45%;Third, an injection molding capacity of more than 50KG, ranking first in the world;Fourth, injection precision control, will not produce bubbles in the injection molding, greatly improving the quality of products;Fifth, the products are widely used in industry, transportation, warehousing, packaging, building, automobile, home appliances and defense, large plastic injection products with its light weight, good elasticity, high impact resistance, good chemical stability and excellent mechanical properties, is widely replaced with steel products and wood products.
- Q:How to repair the injection machine?
- Common faults in the use of injection molding machines and solutions are as follows:Part 1: Problems and treatment methods of mould locking parts:(1) not locking dies:Handling method: 1) check the front travel switch of safety door and repair it.2) check the 24V5A power in the electric box, replace the insurance and the power box.3): check whether the spool is stuck, cleaning the spool.4): check whether the output of the I/O board, the solenoid valve is charged.5): check whether the hydraulic safety switch is closed, whether the mechanical lock rod is opened or not.(two) the opening and closing of the die machine:Handling method: 1) check whether the lubricating oil pipe is broken or, if so, reconnect the tubing.2): small amount of lubricating oil, lubricating oil amount increase, 50 die once or manually add oil and lubricating oil.3): clamping force, check whether the mold needs large clamping force, lower the clamping force.4): the current fluctuation of the amplifier board, check whether the current parameters meet the acceptance criteria, re adjust the current value.5): parallelism error indicator check head board parallelism is greater than the acceptance criteria; adjust the parallelism.
1. Manufacturer Overview |
|
|---|---|
| Location | |
| Year Established | |
| Annual Output Value | |
| Main Markets | |
| Company Certifications | |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | |
| Export Percentage | |
| No.of Employees in Trade Department | |
| Language Spoken: | |
| b)Factory Information | |
| Factory Size: | |
| No. of Production Lines | |
| Contract Manufacturing | |
| Product Price Range | |
Send your message to us
Injection Molding Machine LOG-130S8/A8 QS Certification
- Ref Price:
-
$15,061.00 - 20,367.00
/ unit
- Loading Port:
- Ningbo
- Payment Terms:
- TT or LC
- Min Order Qty:
- 1 unit
- Supply Capability:
- 720 unit/month
OKorder Service Pledge
OKorder Financial Service
Similar products






New products






Hot products






Hot Searches
Related keywords

