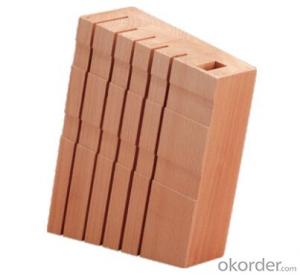
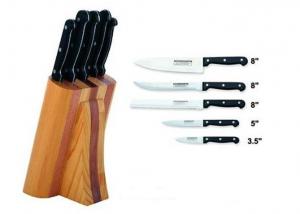
F-KB019 beech knife seat,your beat choice
- Ref Price:
-

- Loading Port:
- Guangzhou
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 pc
- Supply Capability:
- 100000 pc/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








product name:rubber wood knife seat
material:rubber wood
N.W.:1.626kg
MEAS:23*22*8cm
Specifications:
Has the quite distinct shape of the mountain wood grain, and the contact surface is a good sense
Excellent toughness, process into various curved according to the needs , full of beauty
Solid texture,manufactured goods with firm structure,prolonged service life
The texture of rubber wood is fine and closely woven,pore full of lots ot padding so it's hard to absorb water and corrode.
Description:
1、The knife seat use material of high quality natural rubber wood and take professional advanced machine equipment and manual binding.
2、The knife seat was refined by material, assembly, polishing, painting and other procedures.
3、The knife holder has the advantages of real materials, excellent workmanship, mouldproof and moth proofing, anti bacteria, wear-resisting etc.
4、Hoteam commerce co.,LTD,is a manufactory specialized in all kinds of wood knife handles,wood seats,chopping boards and other woodworks.
5、Because the knife tool contact with tool wet food for long time, is very easy to breed bacteria, you should ensure that dry and clean and put it in the open air
Primary Competitive Advantages:
Brand-name Parts Country of Origin
Distributorships Offered Experienced Staff
Form A Green Product
Guarantee/Warranty International Approvals
Packaging Price
Product Features Product Performance
Prompt Delivery
Main Export Markets:
Eastern Europe North America
Mid East/Africa Central/South America
Asia Western Europe
Australasia
- Q:How to maintain the lathe tool holder
- If the positioning and clamping action is normal, the push rod 11 is in contact with the corresponding contact 12, and the signal is sent to indicate that the tool changing process has ended, and the cutting process can be carried out.In addition to the positioning of the hydraulic cylinder and the positioning pin, the motor can also be used to drive the clutch to locate, as well as other indexing and positioning mechanisms.
- Q:What is the tool rest
- Auxiliary device for rotating workpiece with radial support. During machining, the workpiece moves axially along with the tool.
- Q:What is the difference between NC machine tool and tool holder
- The cutter head is located between the main shaft and the operator, belonging to the front tool rest. When the tool spindle is rotating, the tool head is turned upward, and the cutter head is rotating. The front and rear turret turret programming is the same, clockwise and counterclockwise circular interpolation G02 interpolation G03 direction is right according to the Descartes coordinate system, first determine the positive direction of the Y axis, and then from the positive direction of Y in the negative direction seems to determine the positive direction of the X axis, and then determine the G02 and G03 in the direction of the XZ plane can be, in front of the turret Y positive axis down, rear turret Y positive axis upward. No matter what the system is the same, if you in the right direction according to the right to see Descartes coordinate system can determine G02 and G03 in the front and rear turret style the same, the Y axis is a virtual axis lathe, there is practically no Y axis.
- Q:CNC machine tool can be drilled hole how to center
- Find a good car end cars to X0, change bit
- Q:NC turret is not in place
- The switch of the tool holder (the encoder or the encoder) is loosened and displaced.First manually pull the motor rotation, so that the tool holder is in position, in the system diagnostic interface to view the cutter position signal, back and forth rotation of the tool holder switch, so that the current knife position signal in the diagnostic page display, and then tighten the tool holder switch.One more word, position detection in ordinary turret is actually a switch, just a different type, divided into contact and contactless or integrated multi position switch, and can not complete the encoding encoding, is in the NC system, called frame encoder has high technology content, the price is much more expensive. The knife switch is not worth some money.
- Q:Numerical control lathe tool holder does not match the system cutter number
- Is not the cover of the knife on the wrong side of the knife on the lid off
- Q:4 station tool structure is the best. The detailed process of mechanical transmission, their demolition a few times, the worm brake to lift the knife. There is a problem in the rise of the knife in the process of the top cap of the spring to the top of the iron cover dead, the result of the death of the knife holder, can not drive. I estimate that the top cap and the angle and the first bevel on the iron cover are not consistent due to wear and tear. For I a person's opinion, hope you enlighten me
- This thing to have a picture to explain, the text can not express. Remove the countless times, the rotation of the motor makes the knife rises and then rotating, on top of a Hall element to detect the Holland tool you need is not to, to the motor reversal, falling knife stuck in the tooth is motor locked dead. There is a spring in the middle of the shaft and drives the two clips to play a key role. A lot of reasons for the death of the tool holder are caused by the broken line in the middle.
- Q:The system is a wide number of 980TDb, lathe is the Yunnan machine tool factory. Whether it is a manual tool change or MDI way to enter the specified number of knives, the tool holder always turn around, until the emergence of PLC alarm 1000 change knife time is too long, A0000.0 knife can not reach the designated position. What the problem ah, I did not move the parameters of the machine, ah, this morning is good, work in the afternoon a boot on this.Back to the origin of the machine are abnormal, and can not return to the origin of the machine. Press the corresponding button after the machine does not respond, will not act. It's normal in the morning.
- Turret circuit problem,1, the turret has a wooden disc cannot be received from glue called tool positioning signal, sending disc and cutter contact problem.2, the sender does not send out the electrical signal, the short circuit of the disk.3, the transmitter and the magnetic stripe is too far from the signal contact.
- Q:CNC lathe turret, sometimes why turn around.
- Open the end of the tool holder, there is a bad disk or water. The solution uses the hair dryer to dry, if it is not OK to replace.
- Q:What is the reason why the turret of NC lathe is not maintained?
- May rest inside the lines are wrong, may also have a lid on the knife frame out
1. Manufacturer Overview |
|
|---|---|
| Location | |
| Year Established | |
| Annual Output Value | |
| Main Markets | |
| Company Certifications | |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | |
| Export Percentage | |
| No.of Employees in Trade Department | |
| Language Spoken: | |
| b)Factory Information | |
| Factory Size: | |
| No. of Production Lines | |
| Contract Manufacturing | |
| Product Price Range | |
Send your message to us
F-KB019 beech knife seat,your beat choice
- Ref Price:
-
- Loading Port:
- Guangzhou
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 pc
- Supply Capability:
- 100000 pc/month
OKorder Service Pledge
OKorder Financial Service
Similar products


New products






Hot products




Related keywords

