







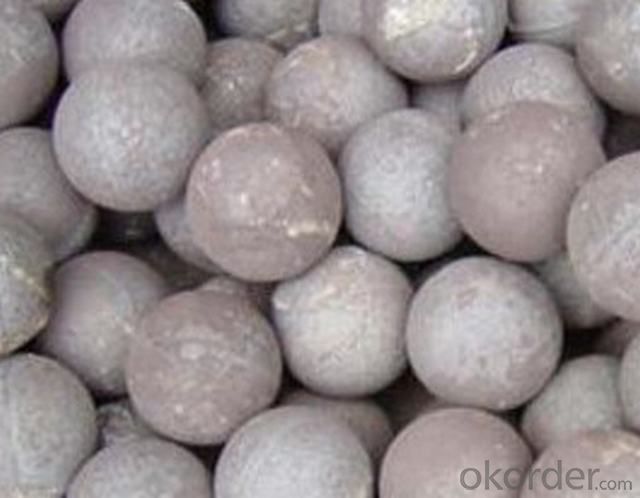


40mm to 110mm High Chromium Grinding Ball with High Hardness and Low Breakage Rate
- Ref Price:
-

- Loading Port:
- Qingdao
- Payment Terms:
- TT or LC
- Min Order Qty:
- 25M.T. m.t.
- Supply Capability:
- 200000M.T./Year m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








1. Chemical Composition of 40mm to 110mm High Chromium Grinding Ball with High Hardness and Low Breakage Rate
Product | Brand | Chemical composition(%) | ||||||||
C | Si | Mn | Cr | Mo | Cu | Ni | P | S | ||
Special high chrome casting iron ball | Cr26 | 2.0-3.3 | ≤1.2 | 0.3-1.5 | >23.0-30.0 | 0-3.0 | 0-1.2 | 0-1.5 | ≤0.10 | ≤0.06 |
Special high chrome casting iron ball | Cr20 | 2.0-3.3 | ≤1.2 | 0.3-1.5 | >18.0-23.0 | 0-3.0 | 0-1.2 | 0-1.5 | ≤0.10 | ≤0.06 |
Special high chrome casting iron ball | Cr15 | 2.0-3.3 | ≤1.2 | 0.3-1.5 | >14.0-18.0 | 0-3.0 | 0-1.2 | 0-1.5 | ≤0.10 | ≤0.06 |
High chrome casting iron ball | Cr12 | 2.0-3.3 | ≤1.2 | 0.3-1.5 | >10.0-14.0 | 0-3.0 | 0-1.2 | 0-1.5 | ≤0.10 | ≤0.06 |
High chrome casting iron ball | Cr8 | 2.1-3.3 | ≤2.2 | 0.3-1.5 | 7.0-10.0 | 0-1.0 | 0-0.8 | - | ≤0.10 | ≤0.06 |
Middle chrome casting iron ball | Cr5 | 2.1-3.3 | ≤1.5 | 0.3-1.5 | 4.0-6.0 | 0-1.0 | 0-0.8 | - | ≤0.10 | ≤0.10 |
Low chrome casting iron ball | Cr2 | 2.1-3.6 | ≤1.5 | 0.3-1.5 | 1.0-3.0 | 0-1.0 | 0-0.8 | - | ≤0.10 | ≤0.10 |
Casting ball | QTB | 3.2-3.8 | 2.0-3.5 | 2.0-3.0 | - | - | - | - | ≤0.10 | ≤0.03 |
Casting ball | QTM | 3.2-3.8 | 2.0-3.5 | 2.0-3.0 | - | - | - | - | ≤0.10 | ≤0.03 |
2. Index analysis of 40mm to 110mm High Chromium Grinding Ball with High Hardness and Low Breakage Rate
Product | Brand | DIA | hardness | Breakage ratio of ball | Impact fatigue life of ball | Numbers time | Metallographic organization |
Special high chrome casting iron ball | Cr26 | 15-150MM | ≥58 | 0.5% | 6 | 15000 | M+C |
Special high chrome casting iron ball | Cr20 | 15-150MM | ≥58 | 0.5% | 6 | 15000 | M+C |
Special high chrome casting iron ball | Cr15 | 15-150MM | ≥58 | 0.5% | 5 | 15000 | M+C |
High chrome casting iron ball | Cr12 | 15-150MM | ≥58 | 0.5% | 4 | 15000 | M+C |
High chrome casting iron ball | Cr8 | 15-150MM | ≥58 | 0.5% | 3 | 15000 | M+C |
Middle chrome casting iron ball | Cr5 | 15-150MM | ≥47 | 0.5% | 2 | 12000 | P+C |
Low chrome casting iron ball | Cr2 | 15-150MM | ≥45 | 0.5% | 1 | 12000 | P+C |
Casting ball | QTB | 15-150MM | ≥50 | 0.5% | - | 12000 | - |
Casting ball | QTM | 15-150MM | ≥52 | 0.5% | - | 12000 | - |
3. Feature of 40mm to 110mm High Chromium Grinding Ball with High Hardness and Low Breakage Rate
1) In general, grinding steel ball has high hardness: surface hardness to 58-65 HRC, volume hardness of 56-65 HRC
2) impact toughness high: impact toughness more than 12 J / cm2.
3) broken rate is low: the actual broken rate is not higher than 0.5%.
4) loss of grinding forged steel ball round rate is low.
- Q: Casting blank in the cooling process to release a large amount of heat energy, what can be recycled?
- Casting, do not need to provide a rough casting foundry drawings, according to your chart will put foot margin in the processing needs of the surface, the rest of the size can be found according to the mechanical design manual and manual casting. General Casting Factory Casting Division will be in your chart marked on shrinkage and processing margin figure (usually with red and green pen) to the patternmaker production of wood or other material mould diagram.
- Q: What are the factors affecting the machining process of the casting material and structure?
- The impact on the machining is obvious, it should be the material and heat treatment of the castingCarbon steel parts should be treated by heat treatment (annealing) without special conditions. It can effectively prevent the uneven hardness and hard points. It is easy to turn.
- Q: What are the requirements for casting steel castings?
- 4 thickness, most should be placed above the.5 and try to reduce the number of.6, the sand core should be used in classification of flat surface
- Q: What are the effects of stiffeners on castings, or on welded parts (for 2 tons or less), casting or weldments on stiffeners?
- 3, weight: if reinforcement in products, casting weight is generally greater than the welding parts (the internal organizational structure and mode of production determines the mechanical properties of materials, so it determines the weight of the product), considering the cost of transportation, certain priority structure.
- Q: Selection of hydraulic press is the casting parts and steel plate welding, how to choose?
- Casting parts in one shape, the overall processing in this regard than steel plate welding better. The same price is much more expensive than steel. Large hydraulic presses seldom have casting parts.
- Q: After reaming, the roughness can reach several levels, that is to say, the sample.Casting parts in rocker arm drilling, reaming, roughness, block. After reaming, the roughness can reach several levels, that is to say, the sample.
- Not processed, do not understand your problem... There's something wrong with the drilling machine. Please call me
- Q: Does anyone know how to make precise casting parts for aerospace or manufacturers of single and small quantities of automotive parts and components, mainly in Beijing, Tianjin and Tangshan?
- List of China's military enterprises list of ten major military groupsChina Nuclear Industry Construction Group CorporationChina Aerospace Science and Technology CorporationChina Aerospace Science and Engineering CorporationChina Aviation Industry CorporationChina Aviation Industry Corporation IiChina State Shipbuilding CorporationcsicChina North Industries Group CorporationChina South Industries Group CorporationChina National Nuclear CorporationKey military enterprisesShipbuilding industry:China State Shipbuilding Corporation (South ship group), (China Shipping Group)China Shipbuilding Industry Corp (North Ship group), (China Shipbuilding Industry)Guangzhou Shipyard International Limited by Share Ltd (GSI)Jiangnan Heavy Industry Limited by Share Ltd (Jiangnan Heavy Industry)Nuclear industry:China National Nuclear Corporation (CNNC)China Nuclear Industry Construction Group Corporation
- Q: What is the casting material?
- Kdl1588n said in detail, casting a lot of material, steel, iron, aluminum, copper, zinc, etc. can be, valuable, as well as gold and silver, the most common on cast steel and cast iron, cast aluminum and so on.
- Q: Why should pig iron be used in casting?
- Cast iron is generally called pig iron, but casting is not merely iron casting.For example, injection molding, die casting, and so on, in fact, cast iron, cast steel, cast aluminum, plastic and so on, can be used in the form of casting processing molding
- Q: Is 316 casting better than 304 casting?
- It is comprehensive. There is no simple comparison of the material to determine the degree of difficulty in processing
1. Manufacturer Overview
| Location | Shandong, China |
| Year Established | 1983 |
| Annual Output Value | Above US$100 Million |
| Main Markets | South Asia, South Asia, Central America, Western Europe, Eastern Asia, Mid East, Oceania, Africa |
| Company Certifications | ISO9001;IS014001 Certificate |
2. Manufacturer Certificates
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period |
3. Manufacturer Capability
| a) Trade Capacity | |
| Nearest Port | Qingdao Port |
| Export Percentage | |
| No.of Employees in Trade Department | 3-5 People |
| Language Spoken: | English;Chinese;Japanese;Korean |
| b) Factory Information | |
| Factory Size: | Above 20,000 square meters |
| No. of Production Lines | 8 |
| Contract Manufacturing | Grinding steel balls;Grinding steel cylpebs;Grinding media;Grinding meida ball |
| Product Price Range | Average |
Send your message to us
40mm to 110mm High Chromium Grinding Ball with High Hardness and Low Breakage Rate
- Ref Price:
-
- Loading Port:
- Qingdao
- Payment Terms:
- TT or LC
- Min Order Qty:
- 25M.T. m.t.
- Supply Capability:
- 200000M.T./Year m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products






Hot products






Hot Searches
Related keywords

