






3M Seamless Delivery Pipe for Concrete Pump Thickness 5.5mm
- Ref Price:
-
$35.00 - 50.00
/ pc

- Loading Port:
- Tianjin
- Payment Terms:
- TT or LC
- Min Order Qty:
- 50 pc
- Supply Capability:
- 5000 pc/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like






3M Seamless Delivery Pipe for Concrete Pump Thickness 5.5mm
1. Structure of 3M Seamless Delivery Pipe for Concrete Pump Thickness 5.5mm:
St52 Seamless Pipe: Now More People like use this kind for Truck Pump and Trailer Pump because of the quality is better and it is seamless kind, so this kind pipe is most popular in Middle East Price About 34USD-37USD.
2. Main Features of 3M Seamless Delivery Pipe for Concrete Pump Thickness 5.5mm:
• High Wear-resistant, long service life, lower cost
• In case of quality problem the company provide free replacement.
• Our company passed the ISO9000 certification, the product through 3C certification in full compliance with national standards
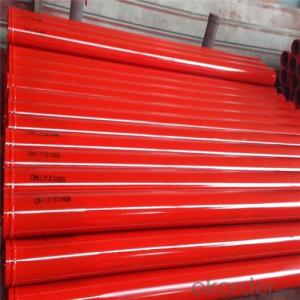
3. 3M Seamless Delivery Pipe for Concrete Pump Thickness 5.5mm Images



4. 3M Seamless Delivery Pipe for Concrete Pump Thickness 5.5mm Specification


Production Process

5. FAQ
We have organized several common questions for our clients, may help you sincerely:
①Is your products exported a lot?
We have exported to many, many countries. Every year we ship more than 30 containers of these spare parts. Our main market is in Middle-east, Asia & Africa.
②How to guarantee the quality of the products?
We have established the international advanced quality management system,every link from raw material to final product we have strict quality test;We resolutely put an end to unqualified products flowing into the market. At the same time, we will provide necessary follow-up service assurance.
③How long can we receive the product after purchase?
In the purchase of product within three working days, we will arrange the factory delivery as soon as possible. The specific time of receiving is related to the state and position of customers. Commonly 15 working days can be served.
- Q: What are the performance characteristics of concrete pump?
- Adopt triple pump, open system, hydraulic circuit, without interference, system operation
- Q: How does a hydraulic oil cooler maintain optimal temperature in a concrete pump?
- A hydraulic oil cooler plays a crucial role in maintaining optimal temperature in a concrete pump by effectively dissipating heat generated during the hydraulic system's operation. As the hydraulic system of a concrete pump is continuously subjected to high pressure and heavy loads, the oil within the system tends to heat up rapidly. If the oil temperature exceeds the recommended range, it can lead to a decrease in overall system efficiency, increased wear and tear of components, and potential system failure. To prevent these issues, a hydraulic oil cooler is installed in the concrete pump. It works by utilizing a heat exchanger that transfers the excessive heat from the hydraulic oil to the surrounding air or another cooling medium, such as water or a refrigerant. This heat exchange process helps to lower the temperature of the hydraulic oil, maintaining it within the optimal operating range. The hydraulic oil cooler typically consists of a series of fins or tubes through which the hot oil flows. These fins or tubes increase the surface area of contact between the oil and the cooling medium, allowing for efficient heat transfer. Additionally, a fan or a pump may be used to enhance the airflow or flow of the cooling medium, further improving the cooling process. By maintaining the hydraulic oil at an optimal temperature, the hydraulic oil cooler ensures that the concrete pump operates at its peak performance. This not only increases the overall efficiency and productivity of the pump but also prolongs the lifespan of critical components. Moreover, by preventing overheating, the hydraulic oil cooler helps to minimize the risk of costly and unexpected downtime due to system failure. In conclusion, a hydraulic oil cooler is an essential component in a concrete pump that maintains optimal temperature by dissipating excessive heat from the hydraulic oil. By effectively cooling the oil, it ensures the smooth operation, efficiency, and longevity of the hydraulic system, ultimately contributing to the overall productivity and reliability of the concrete pump.
- Q: How often should concrete pump control boxes be inspected and replaced?
- Concrete pump control boxes should be inspected regularly to ensure proper functioning and safety. The frequency of inspections and replacements will depend on various factors including the usage of the concrete pump, the operating conditions, and the manufacturer's recommendations. In general, it is advisable to inspect the control box at least once a year or as per the manufacturer's guidelines. However, if the concrete pump is used extensively or subjected to harsh operating conditions, more frequent inspections may be necessary. This includes inspecting the electrical connections, switches, buttons, and indicators for any signs of wear, damage, or malfunction. Additionally, it is important to conduct inspections after any significant maintenance or repair work on the concrete pump, as well as after any incidents or accidents. Regular inspections help identify any potential issues early on, allowing for timely repairs or replacements, thereby minimizing the risk of breakdowns or accidents. As for replacements, control boxes should be replaced if they are damaged beyond repair or if they are outdated and no longer meet safety standards. It is important to consult the manufacturer or a qualified professional to determine the appropriate replacement schedule based on the specific conditions and usage of the concrete pump. Remember, regular inspections and timely replacements of concrete pump control boxes are crucial to ensure the safe and efficient operation of the equipment.
- Q: Can concrete pump spare parts be replaced individually, or should they be replaced as a set?
- Typically, individual replacement of concrete pump spare parts is possible, eliminating the need to replace the entire set. This advantageous approach enables economical maintenance and repair of the pump. By solely replacing the faulty or worn-out part, operators can ensure the pump's optimal functionality without incurring unnecessary expenses. Furthermore, individual part replacement offers enhanced flexibility and customization since different components wear out at varied rates based on their usage. However, it is worth noting that some manufacturers may recommend replacing certain parts as a set or in specific combinations to achieve optimal performance. Consequently, it is always advisable to consult the manufacturer's guidelines or seek professional advice when replacing spare parts for concrete pumps.
- Q: What is the function of a concrete pump remote control?
- The function of a concrete pump remote control is to allow operators to control the movement and operation of a concrete pump from a distance. This remote control enables precise and efficient placement of concrete, allowing the operator to adjust the pump's speed, direction, and other functions, ensuring the accurate and controlled delivery of concrete to the desired location.
- Q: How can a faulty agitator motor affect the concrete mixing process?
- A faulty agitator motor can significantly impact the concrete mixing process. The agitator motor is responsible for rotating the drum or mixer, ensuring that the concrete ingredients are properly mixed. If the motor is faulty, it may not rotate the drum at the required speed or may not rotate at all, leading to inadequate mixing of the concrete. This can result in an uneven distribution of the ingredients, affecting the quality and strength of the concrete. Additionally, a faulty motor may cause delays in the mixing process, increasing the overall time required to complete the project.
- Q: Why would the plugging concrete pump pipe
- When pumping, the choice of speed is critical, operators can not blindly map fast, sometimes more haste, less speed. When pumping for the first time, due to the large resistance of the pipeline, the pump should be pumped at low speed. After the pump is normal, the pump speed can be increased properly
- Q: Can concrete pump spare parts be inspected for dimensional accuracy before installation?
- Certainly, before installation, it is possible to examine concrete pump spare parts to ensure their dimensional accuracy. It is crucial to verify that the spare parts meet the necessary specifications and dimensions for proper functioning and compatibility with the concrete pump system. One can perform this inspection using a range of techniques, including visual examination, precise instrument measurements, and comparing dimensions to the manufacturer's specifications. This procedure aids in detecting any disparities or deviations in the spare parts' dimensions, enabling adjustments or replacement if needed. By inspecting spare parts for dimensional accuracy prior to installation, one can guarantee the seamless operation and durability of the concrete pump system.
- Q: Can I get spare parts for concrete pump boom arms and pipes?
- Concrete pump boom arms and pipes can definitely be replaced with spare parts. Many suppliers and manufacturers specialize in providing these spare parts for concrete pumps. These spare parts include boom arms, pipes, couplings, gaskets, seals, and other components necessary for proper concrete pump function. To find these spare parts, you can conduct an online search. Numerous websites and online stores offer a wide range of options. It is crucial to purchase spare parts from reputable suppliers to ensure their quality and compatibility with your specific concrete pump model. Moreover, local dealers and distributors also stock spare parts for concrete pumps. You can inquire with them or visit their stores to find the necessary spare parts for your boom arms and pipes. Efficient and safe operation of a concrete pump requires regular maintenance and replacement of worn-out or damaged parts. By investing in high-quality spare parts, you can extend the lifespan of your equipment and ensure optimal performance.
- Q: Can I get spare parts for both piston and rotary concrete pumps?
- Yes, you can get spare parts for both piston and rotary concrete pumps. Many manufacturers and suppliers offer a wide range of spare parts for these types of pumps. These parts include but are not limited to pistons, seals, valves, wear plates, hydraulic components, and bearings. It is important to ensure that you purchase genuine spare parts from reputable suppliers to ensure the quality and compatibility with your specific pump model. Additionally, it is recommended to have a regular maintenance and inspection schedule for your concrete pump to identify any worn-out parts and replace them promptly to avoid any potential breakdowns or disruptions in your construction projects.
Send your message to us
3M Seamless Delivery Pipe for Concrete Pump Thickness 5.5mm
- Ref Price:
-
$35.00 - 50.00
/ pc
- Loading Port:
- Tianjin
- Payment Terms:
- TT or LC
- Min Order Qty:
- 50 pc
- Supply Capability:
- 5000 pc/month
OKorder Service Pledge
OKorder Financial Service
Similar products






Hot products






Hot Searches
Related keywords

