


Pre-Painted Galvanized/Aluzinc Steel Roof of Origen of China
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 50 m.t.
- Supply Capability:
- 10000 m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like







1. Pre-Painted Galvanized/Aluzinc Steel Roof Description:
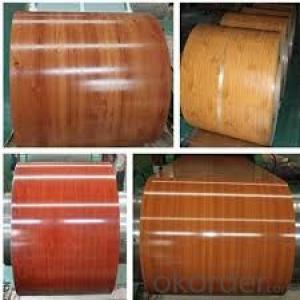
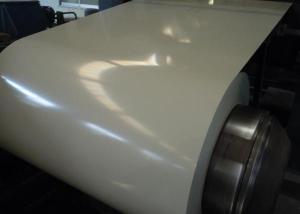
With GI as base material, after pretreatment (degrease and chemical treatment ) and liquid dope with several layers of color, then after firing and cooling, finally the plate steel is called pre-painted galvanized (aluzinc) steel. Pre-painted galvanized roof is good capable of decoration, molding, corrosion resistance. It generally displays superior workability, durability and weather resistance.
2.Main Features of the Pre-Painted Galvanized/Aluzinc Steel Roof:
• Excellent process capability
• Smooth and flat surface
• Workability, durability
• Excellent heat resistance performance
• High strength
• Good formability
• Good visual effect
3.Pre-Painted Galvanized/Aluzinc Steel Roof Images


4.Pre-Painted Galvanized/Aluzinc Steel Roof Specification
Standard: AISI, ASTM, BS, DIN, GB, JIS
Grade: SGCC SGCH SGCD DX51D
Thickness: 0.13-3.0mm
Model Number: AISI, ASTM, BS, DIN, GB, JIS
Surface Treatment: Galvanized
Application: Container Plate, panel sandwich
Width: 30-1500mm
Color: RAL color
5.FAQ of Pre-Painted Galvanized/Aluzinc Steel Roof
What’s the brand of the paint?
We use the best brand of all of the word—AKZO.
What’s the wet and heat resistance of the roof?
More than 1000 hours.
Which payment term we can do?
L/C at sight or T/T.
Where is our factory?
Near by Tianjin and Shanghai.
What is the mininum quantity of every order?
50 tons.
- Q:I need help my new stainless steel cookware is sticking ? My first meal was nasty!
- Welcome to the life of stainless steel cookware. Make sure you have plenty of steel wool handy. It took my wife and I some getting used to, but we now love our set.
- Q:What are the typical dimensions of a steel coil?
- The typical dimensions of a steel coil can vary depending on its specific application and industry. However, common dimensions for steel coils include a width ranging from 0.5 inches to 72 inches, and a thickness ranging from 0.010 inches to 0.625 inches. The inner diameter of the coil is usually between 16 inches and 24 inches, while the outer diameter can range from 48 inches to 72 inches.
- Q:What are the challenges in coil blanking for complex shapes?
- Coil blanking for complex shapes presents several challenges that need to be addressed in order to achieve accurate and efficient results. One significant challenge lies in the precise positioning and alignment of the coil material. Complex shapes often require intricate cutting patterns, and any misalignment or deviation can lead to inaccurate cuts and wasted material. Another challenge is the selection and optimization of the blanking tooling. Complex shapes often require specialized dies and punches, which need to be carefully designed and manufactured to ensure accuracy and consistency. This not only involves the selection of appropriate tooling materials but also the consideration of factors such as cutting forces, wear resistance, and tool life. The complexity of the shapes also poses challenges in terms of material deformation and springback. During the blanking process, the material undergoes various deformations and stresses, which can cause distortions and dimensional variations in the final product. Achieving the desired shape while minimizing these deformations requires a thorough understanding of material properties and advanced techniques such as compensation and adjustment in the die design. Furthermore, the high-speed nature of coil blanking for complex shapes can lead to increased vibration and noise levels. The dynamic forces involved in cutting intricate shapes can result in tool chatter and excessive noise, which not only affects the quality of the cut but also the overall operational efficiency. Implementing effective damping and vibration control measures, such as tool coatings and optimized cutting parameters, is crucial to mitigate these challenges. Lastly, the complexity of the shapes can also impact the overall production efficiency. Complex shapes often require longer tool setup times and more frequent tool changes, which can lead to increased downtime and reduced productivity. Additionally, the intricate nature of the cuts may require multiple passes or additional machining operations, further adding to the production time and complexity. To overcome these challenges, manufacturers need to invest in advanced technologies, such as computer-aided design and simulation software, to optimize the blanking process. Additionally, continuous research and development efforts focused on improving tooling materials, cutting techniques, and process control can help address the challenges associated with coil blanking for complex shapes.
- Q:How are steel coils coated for added protection?
- Steel coils are coated for added protection using a process called coil coating. This process involves the application of a protective layer onto the surface of the steel coil to enhance its durability and resistance to corrosion. There are various methods used to coat steel coils, but the most common one is the continuous coil coating process. In this process, the steel coil is unwound and cleaned thoroughly to remove any contaminants or impurities from the surface. This ensures proper adhesion of the coating material. Once the steel coil is cleaned, it is then pre-treated to enhance its surface properties. This pre-treatment typically involves applying a chemical solution or a conversion coating to the surface of the coil. The purpose of this step is to create a receptive surface for the coating material and enhance its adhesion. After the pre-treatment, the steel coil is coated with a protective layer. This coating material can be a liquid paint, a powder coating, or sometimes a combination of both. The coating is applied uniformly onto the surface of the coil using various techniques, such as roll coating, spray coating, or electrostatic coating. Once the coating is applied, the steel coil is cured or dried using heat or sometimes ultraviolet light. This curing process ensures that the coating material forms a strong bond with the steel surface and achieves the desired protective properties. The coated steel coil is then inspected for quality control measures, such as thickness, adhesion, and appearance. If it meets the required specifications, it is further processed, which may involve cutting, slitting, or forming into the desired shape or size. Overall, the process of coating steel coils for added protection involves thorough cleaning, pre-treatment, application of a protective coating, curing, and quality control. This ensures that the steel coils possess excellent resistance to corrosion, abrasion, and other environmental factors, making them suitable for a wide range of applications in various industries.
- Q:What is the average flatness tolerance for steel coils?
- The average flatness tolerance for steel coils can vary depending on the specific industry and application. However, a common industry standard for flatness tolerance in steel coils is typically around 0.25% to 0.5% of the coil width.
- Q:I work the Copper plating line at a custom plating facility in MI.I like to use jumper cables with the jumper cable clamps to help confirm electric current is getting to my parts that I am plating. The acids in the Acid copper is constantly eating the steel and copper clamps. WIll I get a good enough current through stainless steel clamps? I use stainless steel hooks, but our maintenance man thinks that is one of the reasons why I have prblems with my parts turning out. I still think it has to do with the clamps getting eatin up. My question is Is stainless steel as good or reliable enough to run an electrical current to my parts if I am using stainless steel or is it best to use another method to try and get a better connection.Please state your sources or experience with working with electricity. I need to get honest answers and not this is my opinion. We are talking about my making a living so this is important to me so I can bring food home to my table. Thanks for all the help.
- I can only guess. I can't even tell if you are plating some other metal with copper OR if you are plating copper with some other metal. you state that you use the copper clamps only to confirm the current, but I don't see how that works. I suspect that the plating current actually goes through these clamps, so conductivity is very important. But, the conductivity of SS is about 1/5th that of copper, so that will definitely have an effect, and not a good one. .
- Q:Where are the coils and the steel plates used? Where did the steel plate come from?
- The use of steel coils, refrigerators, washing machines, household appliances, and other industries, parcels are winding.Steel plates can also be found everywhere: airplanes, guns, trains, ships, space shuttles, spaceships, automobiles, etc..Steel plate through mining - sintering - iron smelting - smelting - forming.
- Q:What are the challenges in coil blanking?
- Coil blanking, a process used to cut flat metal sheets from coiled stock, presents several challenges that need to be addressed for efficient and accurate production. Some of the key challenges in coil blanking include: 1. Material variations: Coiled stock can have variations in thickness, width, and surface quality. These variations can affect the cutting process and result in inconsistent blanks. Proper material selection and control are crucial to ensure consistent quality and dimensional accuracy. 2. Coil set and crossbow: Coiled stock often has inherent shape imperfections like coil set (longitudinal curvature) and crossbow (transverse curvature). These imperfections can cause alignment issues during the cutting process, leading to misalignment and inaccurate blanks. Specialized equipment and techniques, such as straighteners and leveling systems, are required to minimize these shape imperfections. 3. Coil edge condition: The edges of coiled stock can have burrs, waves, or irregularities, which can affect the quality and precision of the cut blanks. Adequate edge conditioning techniques, such as deburring or edge trimming, need to be employed to ensure clean and straight edges for the final blanks. 4. Slitting and shearing forces: The forces exerted during the coil blanking process can induce stresses and strains in the material, potentially leading to deformation or springback. These factors can result in dimensional variations and affect the overall quality of the finished blanks. Careful consideration of the slitting and shearing forces, along with proper tooling design and machine settings, is necessary to minimize these effects. 5. Scrap and material waste: Coil blanking can generate significant amounts of scrap material, especially during setup and adjustment phases. Managing scrap and minimizing material waste are critical challenges in coil blanking to optimize production efficiency and reduce costs. Efficient nesting algorithms and real-time monitoring systems can help optimize material utilization and minimize waste. 6. Automation and productivity: Coil blanking processes often require high-speed and high-volume production to meet market demands. Implementing automation systems, such as robotic material handling and advanced control systems, can enhance productivity. However, integrating and synchronizing these automation components with the cutting process can be challenging and requires careful planning and system integration expertise. Overall, addressing these challenges in coil blanking requires a combination of proper material selection, advanced equipment, specialized techniques, and efficient process control. By overcoming these challenges, manufacturers can achieve consistent quality, dimensional accuracy, and productivity in coil blanking operations.
- Q:How are steel coils inspected for oil or rust residues using chemical analysis?
- Chemical analysis techniques can be employed to inspect steel coils for the presence of oil or rust residues. One widely used method is Fourier transform infrared spectroscopy (FTIR), which involves subjecting a small sample of the steel coil to infrared radiation and analyzing the resulting infrared spectrum. By identifying specific chemical bonds indicative of oil or rust residues, this technique can effectively detect their presence. For oil residue detection, a common approach is to examine the FTIR spectrum for a peak at approximately 2920 cm-1, which corresponds to the stretching vibration of C-H bonds in hydrocarbon chains. The observation of this peak signifies the existence of oil residues on the steel coil. To identify rust residues, the FTIR spectrum is scrutinized for characteristic peaks associated with iron oxide or hydroxide compounds. For instance, the presence of a peak at around 560 cm-1 suggests the presence of iron oxide (FeO) or iron hydroxide (Fe(OH)3). Apart from FTIR analysis, other chemical analysis techniques like X-ray fluorescence spectroscopy (XRF) or energy-dispersive X-ray spectroscopy (EDX) can also be employed. These methods provide information about the elemental composition of the steel coil, enabling the identification of specific elements linked to oil or rust residues, such as carbon or iron. In essence, the chemical analysis of steel coils for oil or rust residues offers a dependable and precise means of ensuring the coils' quality and cleanliness before further processing or utilization.
- Q:What are the safety precautions when handling steel coils?
- The safety precautions when handling steel coils include wearing appropriate personal protective equipment such as gloves, safety boots, and eye protection to prevent injuries. It is important to use proper lifting techniques and equipment to avoid strains or back injuries. Coils should be stored in a stable manner to prevent them from falling or causing accidents. Additionally, workers should be trained on the proper handling procedures and be aware of their surroundings to prevent any potential hazards.
1. Manufacturer Overview |
|
|---|---|
| Location | |
| Year Established | |
| Annual Output Value | |
| Main Markets | |
| Company Certifications | |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | |
| Export Percentage | |
| No.of Employees in Trade Department | |
| Language Spoken: | |
| b)Factory Information | |
| Factory Size: | |
| No. of Production Lines | |
| Contract Manufacturing | |
| Product Price Range | |
Send your message to us
Pre-Painted Galvanized/Aluzinc Steel Roof of Origen of China
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 50 m.t.
- Supply Capability:
- 10000 m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products




New products





Hot products




Related keywords

