










Iron Manhole Cover with Kinds of Standard Sizes
- Ref Price:
-

- Loading Port:
- Dalian
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 105 kg
- Supply Capability:
- 4100 kg/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Specification
Product Description
1) Designs: based on EN124 standard and according to customer's drawing or
samples.
2) Applications: water supply and drainage, fire engineering, natural
3) Inspection: in-house or the third party as per customer's request.
Specifications
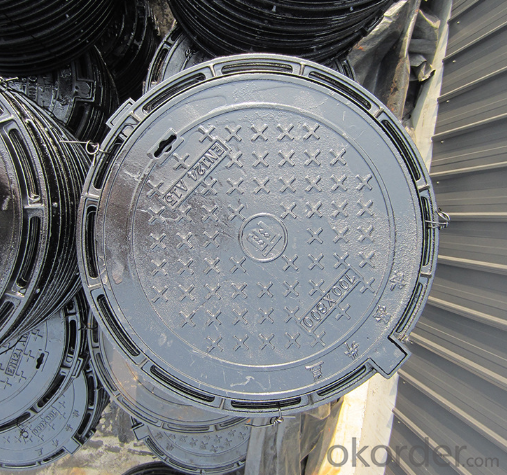
Double triangle ductile iron manhole cover
1.Standard:ISO 9001 EN124 D400
2.Service:OEM
3.High quality
4.Made of ductile

Advantage of ductile iron
Higher quality /higher tensile
Higher security /long life
Packaging and Shipping
Packaging: Details Pallet with bubble film, Carton or with pallet,
Delivery Detail: 8 days if your order is 20"container
Pictures


FAQ:
Why imported Composite Manhole cover/Grating fromChina?
1. Very competitive price, it will save you third or even half cost;
2.Good quality, don't worry much about the quality, actually, most of the building materials you buy from Miami, Dubai ,Italy, South Africa or your local market are imported from China. So why not buy direct from China. The key point is to find a reliable supplier who is honest and professional to take care of the quality and delivery time.
3.Chinahas full range of Manhole covers which Follow En124 for your market, like A15,B125,C250,D400.
- Q: There is a little trace of polishingShock polishing is even worseElectrolysis can not be uneven, there is a slight bump
- German winter three step mirror polishing 2013 new processYou can free proofing!
- Q: What are the factors affecting the machining process of the casting material and structure?
- Medium carbon steel begins, and the casting can not be punched and tapped directlyStainless steel, ordinary grade (Fe based alloy element content, less) can not do heat treatment. But processing small holes or tapping to heat treatment (solution. In practice, the annealing treatment can also be). There are a lot of stainless steel matrix is not to say, for example, nickel, cobalt and tungsten. And so on.
- Q: It is generally said that cast iron is re smelted by pig iron. My question is..:1 pig iron for melting iron, is directly cast into products (such as bed cover, etc.); or that is just the first pig iron smelting iron casting, such as to cover, bed and other products, will once again cast iron melt to casting?2, there are many castings to the engine. Are these castings made by the engine manufacturer themselves or bought by others?There is no need to answer all. Thank you!!!
- As a pig iron smelting, iron smelting belongs to physical, two belongs to the chemical refining, smelting, smelting generally not as a product after use, the product can be used as a chemical composition and casting the two refining, in general is to scrap as additional material after melting making products; engine castings have professional manufacturers making castings. You can own professional production of engine castings.
- Q: What are the casting parts tested?
- The surface brightness, appearance, size, chemical composition, weight, material, surface defects, internal defects, seals need to be checked, leakage, etc.
- Q: I often see Waixiejiagong drawings, casting, how to distinguish the latheman.
- Casting rough drawings generally no processing symbols, processing drawings indispensable is processing symbols!
- Q: The cause of fracture and why there is no toughness
- This question is too broad, see what the casting casting Oh in order to reduce the wayward cast steel, ductile iron, gray iron and white iron, you can choose the material according to their own requirements.
- Q: As shown, how do I achieve the tightness test of this product, and achieve industrial production? Seek expert advice.
- Precise and tight sealing of the surface to which the test piece is to be tested, equipped with an airtight test instrument, and an electrical control system. You can complete automated testing equipment
- Q: What foundry factories are used in the casting parts of China's major automobile manufacturers?
- This is too muchYou do not have a specific list of statistics, but there are many foundries in china!Moreover, car prices are unlikely to be ordered in the local factories!
- Q: What are the general technical requirements for casting parts?
- According to the national standard GB/T 9438, there are 8 aspects: 1. chemical composition; 2. delivery status; 3. mechanical properties; 4. dimensional tolerances; 5. weight tolerances; 6. appearance quality; 7. internal quality; 8. casting salvage.
- Q: Which master knows how the casting tolerances for malleable iron, gray iron and ductile iron should be chosen? Hurry up, thank youCan you provide a tolerance scale for castings, please?
- Our country has a national standard for casting tolerance levels. This national standard applies to you in malleable iron, grey cast iron, and ductile iron.
Send your message to us
Iron Manhole Cover with Kinds of Standard Sizes
- Ref Price:
-
- Loading Port:
- Dalian
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 105 kg
- Supply Capability:
- 4100 kg/month
OKorder Service Pledge
OKorder Financial Service
Similar products





Hot products






Hot Searches

