











Foundry Casting Manhole Cover EN124 Ductile Iron
- Ref Price:
-

- Loading Port:
- Dalian
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 115 set
- Supply Capability:
- 4000 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Specification
Product Description
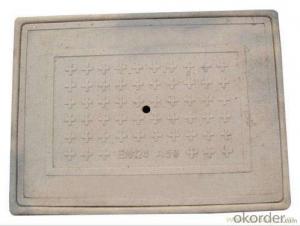
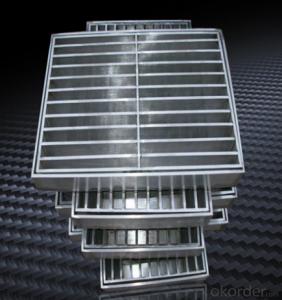
Material: Cast(Grey) Iron (GG 20, GG 25) and Ductile(SG) Iron(GGG 50).
Sizes: 300 mm X 300 mm (11.81" X 11.81") clear opening to 1200 mm X 1200 mm (47.2" X 47.2") clear opening.
Load Rating: A15, B125, C250, D400, E600 and F900
Painting: Black Bitumen, Epoxy and other paint as per provided by customers.
Other Features: Hinging, Locking provision available, Leak proof and customized designed available.
Pictures



Advantages
Good compressive, bending and impact strength, anti-corrosion, not rust, long service life (at least 30 years).
The quality meets the same kinds cast ion manhole covers but the cost is 30% lower than.
Contain no metal and no recovery value, anti-theft.
Packaging and Shipping
Delivery Detail: 8 days if your order is 20"container
Packaging: Details Pallet with bubble film, Carton or with pallet
Our Company
We take pride to introduce ourselves as the leading manufacturer and professional supplier of various Ductile Iron Manhole covers in China with total annual capacity 50,000 MT.
CNBM manhole cover regard quality as the essential factor leading to successful business. After years of efforts, CNBM manhole cover have built up great reputation in terms of quality and service among domestic and overseas customers.
Specifications

Our Services
1. Sample is available for free.
2. OEM and ODM are welcome.
3. Free charge of design labels and cartons.
4. Professional technical support with free charge.
5. After the cooperation: Any of your problem will be solved within 24 hours.
FAQ
About Sample
Q : Can I get free samples?
A: Yes, we can provide you the free sample, but you have to bear the delivery costs.
About Customer Logo
Q: Can I have my own logo on the product?
A: Yes, you can send your logo design to us and send us the authority letter. Then we can cast the logo on body.
- Q: What is normalizing, annealing, tempering, quenching? What is the difference between forging parts and casting parts?
- The aim is to make the grain fine and distribute the carbide evenly. The difference between normalizing and annealing is that normalizing cooling rate is slightly faster than annealing cooling rate, so normalizing structure is finer than annealing structure, and its mechanical properties are also improved. In addition, normalizing furnace cooling does not occupy equipment and has higher productivity. Therefore, normalizing may be used instead of annealing as much as possible. The main application areas of normalizing are as follows: for low carbon steel, after normalizing, the hardness is slightly higher than that of annealing, and the toughness is better. It can be used as the pretreatment of cutting. Used for medium carbon steel, instead of quenching and tempering, as the final heat treatment, or as an induction heating method before surface hardening. Used for tool steel, bearing steel, carburizing steel, etc., it can eliminate or restrain the formation of network carbide, so as to obtain the good organization of spheroidizing annealing. For cast steel, the microstructure can be refined and the machinability can be improved. Used for large forgings, which can be used as final heat treatment, so as to avoid larger cracking tendency during quenching.
- Q: Why do cheap cars like stamping parts instead of casting parts?
- Separation process is also called blanking, the purpose is to make the stamping parts along a certain contour line from the sheet metal separation, at the same time guarantee the quality requirements of the separation section. Stamping is a highly efficient production methods, the use of compound die, especially the multi station progressive die stamping process can be completed in a multi machine, realized by belt uncoiling, leveling, punching, forming and finishing automatic production. High production efficiency, good working conditions, low production costs, can produce hundreds of parts per minute. The purpose of forming processes is to allow the sheet to undergo plastic deformation without breaking the billet and to make the desired shape and size. In actual production, a variety of processes are often applied to a workpiece. Blanking, bending, shearing, drawing, bulging, spinning, and straightening are the main types of stamping machines.
- Q: The casting sand is going on
- 2, causes(1) sand mold (core) strength is not high, when the box a little reason will fall off.(2) the strength of sand mould (core) is not high, it can not stand the erosion of molten steel.(3) box sand mould (core) crush.(4) high strength under high temperature, warpage, deformation and protuberance into the cast steel under the action of high temperature molten steel.(5) the floating sand in the air hole of the sand mold falls, especially when the floating sand falls in the casting, and the floating sand on the surface of the sand mold is easy to fall through the air vent.(6) when the box is closed, the surface of the mold cavity and the surface of the sand core are not cleaned, and the sand (core) surface has floating sand and so on.
- Q: What is the difference between forging parts and casting parts?
- The casting parts are low in cost and short in production period. Because the molten iron has good flow properties, complex shapes can be formed. But because there may be sand holes, pores, shrinkage holes and other defects, the quality is unstable, easy to produce many defects, mechanical properties are not forged well, thus affecting the service life.
- Q: What are the casting parts processing engineering?
- At present, casting processing, according to metal classification, divided into cast iron, cast steel, casting non-ferrous metal.
- Q: I often see Waixiejiagong drawings, casting, how to distinguish the latheman.
- Casting rough drawings generally no processing symbols, processing drawings indispensable is processing symbols!
- Q: The cause of fracture and why there is no toughness
- This question is too broad, see what the casting casting Oh in order to reduce the wayward cast steel, ductile iron, gray iron and white iron, you can choose the material according to their own requirements.
- Q: What are the causes of pitting on the surface of a precision casting?
- The quality of the shell surface is out of order. Or shot blasting out of question.
- Q: What kind of flaw detector is better for casting parts?
- If the casting is very small, can be used for fixed magnetic detection machines, of course with fixed magnetic powder the testing machine, the best first contact the manufacturers, because the fixed magnetic particle testing machine belongs to the non-standard equipment, according to the workpiece size, different shape, manufacturing daily inspection and measurement.
- Q: What's the cause of the choking of the casting?,
- Causes of choking fire:1., casting material in the pouring of gas;
Send your message to us
Foundry Casting Manhole Cover EN124 Ductile Iron
- Ref Price:
-
- Loading Port:
- Dalian
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 115 set
- Supply Capability:
- 4000 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products




Hot products






Hot Searches
Related keywords

