




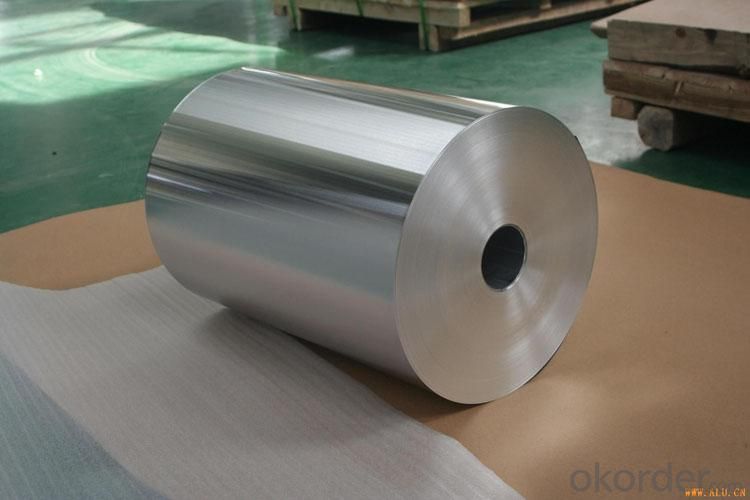
Aluminum Lamination Foil
- Ref Price:
-

- Loading Port:
- China Main Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 3Tons m.t.
- Supply Capability:
- 3000Tons Per Month m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Quick details of Aluminum Foil For Lamination
|
Application: |
Cigarette Package, Aseptic Package, Pouches, Sachets |
|
Alloy: |
1235/8011/8079 |
|
Temper: |
O |
|
Thickness & Tolerance: |
0.006mm-0.009mm (±6%) |
|
Width & Tolerance: |
200mm-1650mm (±1mm) |
|
Mechanical Properties: |
Tensile Strength(U.T.S)≥40Mpa, Elongation≥1% |
|
Standard: |
GB/T3198 / ASTM-B209 / EN546 |
Usage/Application of Aluminum Foil For Lamination
Used for Cigarette Package, Aseptic Package, Pouches, Sachets
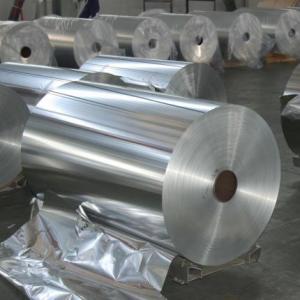
Packaging & Delivery of Aluminum Foil For Lamination
Packing: seaworthy wooden box with pallet
Delivery: to be loaded by 1 x 20 feet container



- Q: This question asks for recent advancements or innovations in the technology related to aluminum.
- <p>Recent developments in aluminum technology include the advancement of aluminum-air batteries for energy storage, which offer a more sustainable and efficient alternative to traditional batteries. There's also the development of nanostructured aluminum alloys that exhibit superior strength and lightweight properties, making them ideal for aerospace and automotive applications. Additionally, research into aluminum recycling has led to more efficient processes, reducing waste and environmental impact. Lastly, advancements in aluminum electrolysis have improved energy efficiency, contributing to the sustainability of aluminum production.</p>
- Q: What other applications can aluminum be utilized for in the manufacturing industry besides common uses?
- <p>Aluminum has a wide range of alternative uses in manufacturing due to its lightweight, corrosion resistance, and strength. It is used in the automotive industry for car parts to reduce weight and improve fuel efficiency. In aerospace, aluminum is crucial for aircraft construction due to its strength-to-weight ratio. It's also used in the construction of buildings for window frames, roofing, and facades. In the packaging industry, aluminum is used for food and beverage cans, as well as pharmaceutical blister packs. Additionally, aluminum is utilized in electrical components like wiring and transformers due to its excellent conductivity. It's also found in various consumer goods, such as bicycles, sports equipment, and electronic devices.</p>
- Q: This question asks about the impact of adding silicon to aluminum alloys on their characteristics.
- <p>Adding silicon to aluminum alloys significantly enhances their properties. Silicon increases the alloy's strength and hardness, making it more durable. It also improves the alloy's resistance to corrosion, particularly in harsh environments. The addition of silicon can also reduce the melting point of the alloy, which can be beneficial for casting processes. However, it should be noted that excessive silicon content can lead to a decrease in ductility and workability of the alloy. Overall, silicon is a common alloying element used to improve the mechanical properties and performance of aluminum alloys in various applications.</p>
- Q: Is it possible to recycle aluminum without any loss in quality or performance?
- <p>Yes, aluminum can be recycled indefinitely without any loss in quality or performance. The recycling process does not degrade the material, allowing it to be reused multiple times. This makes aluminum one of the most sustainable materials for recycling. Each recycling saves up to 95% of the energy needed to produce new aluminum from raw materials, reducing the environmental impact significantly.</p>
- Q: Can aluminum recycling be done in a closed loop system where the material can be reused indefinitely without loss of quality?
- <p>Yes, aluminum can be recycled in a closed loop system. Aluminum is one of the most recycled materials due to its ability to be recycled indefinitely without losing quality. When aluminum is recycled, it retains its properties, making it suitable for reuse in new products. The closed-loop recycling process involves collecting used aluminum products, melting them down, and then using the recycled material to manufacture new aluminum products. This process can be repeated over and over again, making aluminum recycling highly efficient and environmentally friendly.</p>
- Q: Is it dangerous to consume food wrapped in aluminum foil due to the risk of aluminum poisoning?
- <p>There is minimal risk of aluminum poisoning from eating food wrapped in aluminum foil. Aluminum foil is designed to be food-safe and does not easily transfer aluminum to food under normal cooking conditions. However, at extremely high temperatures or when foil is used to cook acidic foods, there might be a slight increase in aluminum exposure. The body naturally excretes excess aluminum, and the small amounts typically ingested from food packaging are not considered harmful. Nonetheless, it's always a good idea to follow proper food handling and cooking practices to minimize any potential risks.</p>
- Q: Is it possible to recycle aluminum from old products to create new ones?
- <p>Yes, aluminum can be recycled to make new products from old ones. Recycling aluminum is a highly efficient process that requires only 5% of the energy needed to produce new aluminum from raw materials. This process is not only environmentally friendly but also economically viable. Recycled aluminum maintains its quality and can be used to create a wide range of new products, from cans and packaging to automotive parts and construction materials.</p>
- Q: Is it safe and effective to use aluminum foil for wrapping food items in a refrigerator or freezer?
- <p>Yes, you can use aluminum foil to wrap food in a refrigerator or freezer. Aluminum foil is a good insulator and can help keep food fresh by preventing freezer burn and moisture loss. It also protects food from absorbing odors. However, it's important to ensure the foil is tightly wrapped around the food to maintain its effectiveness. Additionally, avoid using aluminum foil with acidic foods as it can react with them, potentially causing a metallic taste.</p>
- Q: This question asks for the specific temperature at which aluminum oxide transitions from a solid to a liquid state.
- <p>The melting point of aluminum oxide (Al2O3) is approximately 2072掳C (3767.6掳F). It is a high melting point due to the strong ionic bonds between aluminum and oxygen atoms in the crystal structure. This high melting point makes aluminum oxide a common material in high-temperature applications such as refractory materials and abrasives.</p>
- Q: This question asks about the various applications and purposes of aluminum in different industries and everyday life.
- <p>Aluminum is widely used due to its lightweight, corrosion resistance, and high thermal and electrical conductivity. It's extensively used in the transportation industry for manufacturing vehicles, airplanes, and ships. In construction, it's used for window frames, roofing, and structural components. Aluminum is also prevalent in packaging, particularly for food and beverages, and in electrical components like wiring and capacitors. Additionally, it's used in everyday items such as cans, foil, and cookware, and in industrial machinery and tools. Its versatility and recyclability make it a valuable material across many sectors.</p>
Send your message to us
Aluminum Lamination Foil
- Ref Price:
-
- Loading Port:
- China Main Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 3Tons m.t.
- Supply Capability:
- 3000Tons Per Month m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products





Hot products





Hot Searches
Related keywords

