
Door Making CNC Router Machine
- Ref Price:
-

- Loading Port:
- China Main Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 1 Set set
- Supply Capability:
- 60 Sets per Month set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Detailed Product Description
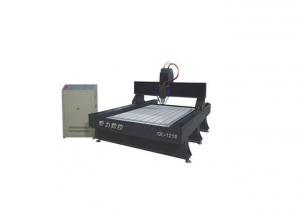
CNC Router engraving Machine
1.Adsorb power:4.5kw
2.Working size:1300*2500*200mm
3.Spindle rotating speed :24000rp
CNC Router Engraving Machine
Model: XK45MT-3B Feature:
1. The whole lathe is thicking,scientific welded,so it will not be become distorted.
2. Two rows and four lines_rolling block devices that ensure it is high loading capacity .
3. has a power outage continued carving ,power failure recovery,processing time prediction function ,the real humanism design come true.
4.software has good compatibility and is compatible with several design software such as type 3/artcam/castmate/weitai and variety of CAD/CAM design software generate code which is processing.Ensure that the design barrier_free.
Specification: XK45MT-3B
Model |
XK45MT-3B |
Table size |
1440*3040mm |
X Y Z axis working area |
1300*2500*200mm |
X-Y movement |
Rack and pinion ,gear drive |
Z movement |
Ball screw drive |
Guide |
Liner 20 square /Taiwan |
Max speed |
35000mm/Min |
Max working speed |
20000mm/Min |
Repeat positioning accuracy |
0.05mm |
Resolutions |
0.025mm |
Spindle |
4.5kw Air-cooled |
Spindle speed |
0- 24000rpm/min |
Working Voltage |
AC380/50-60Hz 3-phase |
Command code |
G code |
Drive motors |
stepper |
Collet |
12.7mm.6mm,3.175mm |
Computer interface |
USB 2.0 |
Software |
Type3 ,Artcam ,Ucancam |
Controls |
DSP0501(digital signal processor) |
Packing dimensions |
2200mm*3200mm*1850mm 1400kg |
Equipment available |
a,Vacuum hold down
b,Auto cut adjusting device
c,Oil lubrication system
d.Clamps and vacuum fitting |
- Q:Does the mold insert need to be replaced periodically without damage?
- Of course, regular replacement shall be made of steel with a service life. General units do not do so because of cost reasons.
- Q:The mold tube thimble can not return to the designated position, the left and right sides have what is going on!
- The situation you are talking about may be the following questions,1, the thimble plate sink too deep (see what you asked, should be checked, can be ruled out)2, our tube and the mold with smooth, tight when it is heated, so that the ejector plate back in place, but this problem will lead to other thimble will back in place, and only in the back needle short will appear this situation, or to be back pressure needle. You can check this again. If only the cylinder is higher, you should see whether the front of the thimble plate is too small or not. When the tube is out of order, the tube hangs in front of it. If it's good, it won't be possible unless the cylinder is of the wrong height. Or the barrel is stretched. Ha-ha3, your cylinder fits into the cage, and the rear side of the cylinder is too small to support.4, you said "just like back in place, flash out", this sentence, you did not go to the measurement of product is not short column two mm, the two began to die well, is behind. There is also a case of ejector pin back, making our cylinder the steps below our needle tube, that will also appear flash like this to confirm the ejector pin plate bolt can lock the screw end, and big enough, if the needle is large enough, is to end lock screw. If the needle is relatively small and long, on the way to do a Tozzi gatto, syringes and needles. If the needle is broken, you want to see the length, right? Is there too much preload?
- Q:There is no problem with the oil circuit. Touch the top and stop the switchThere is no problem with the push switchYongtai's old equipment, the kind of relaysHelp you, boss!!!!!!
- 1. first adjust the travel switch, so that the collision block and stroke switch down a little more distance;2. check the travel switch. Is it affected by the wear and tear of the internal mechanical parts for a long time?;3. check the relay to see if the contact is worn;
- Q:What are the installation methods, that kind of method can best protect coaxiality, trouble can be explained in detail, or give some reference material is best.
- The top insert thetailstock spindle taper, standard rod end at the top of the main shaft end of the other end of the top end of the tailstock, the dial gauge is fixed on a middle carriage.Contact with the standard gauge rod, sliding carriage, adjust the headstock, tailstock, after adjustment can guarantee the processing precision of coaxiality etc.. Between the lathe tailstock and the axis of the main axis of the coaxial degree is a lathe factory strictly calibrated, in turn over clamping when how to ensure the concentricity, this type of parts are generally double top position, strictly for example engine crankshaft, at both ends of the central shaft is in balance hole processing machine. To ensure the concentricity of the center hole two.
- Q:Injection molding machine, Haitian, touch, positioning, what does it mean? The thimble doesn't come out
- The cylinder head of the die is loose, and the nut is pressed manually... Die stay... Ejector die... Knock on the big nut... Return die... Die setting... Ok!
- Q:What's the reason for a small hole like a thimble on your fingernails? What should I do?
- Nails are usually potassium, it is recommended to eat more bananas, rich in potassium
- Q:How do you cure the thimble nail?
- Thimble nail is generally refers to nail point concave changeIf there is a punctate depression (such as a needle sized depression), it indicates a chronic lesion of an organ;If the concave point is larger, it is arranged like a grid, which indicates renal failure;If there is an irregular concave point, the tip is mostly psoriasis.Of course, it can also be a precursor of onychomycosis: gray spots, wind spots.
- Q:How to deal with the broken thimble in the die casting mould field?
- Remove the mold, the thimble plate open, replace the new thimble is not good enough
- Q:How can the repair of the die thimble cause friction with the die?
- If there is a cold welding machine, the gap produced by friction can be welded with a cold welding machine, and the burr produced by the gap can be eliminated.
- Q:A 500mm axis, above steps, 1) car - > mill. Both sides of the thimble hole how processing? If the blank line is not very good condition
- Are you afraid of the way the material deformation processing or have deformation if the former, can add fixation in the bar (three points), it can effectively reduce the torque, improve the overall rigidity of material processing, but need some complete processing of the latter, no way, look at your allowance enough for you deformation
1. Manufacturer Overview |
|
|---|---|
| Location | Shandong,China |
| Year Established | 2010 |
| Annual Output Value | |
| Main Markets | North America South America Eastern Europe Southeast Asia Africa Oceania Mid East Eastern Asia Western Europe |
| Company Certifications | ISO 9001:2000 |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | |
| Export Percentage | 61% - 70% |
| No.of Employees in Trade Department | |
| Language Spoken: | |
| b)Factory Information | |
| Factory Size: | |
| No. of Production Lines | |
| Contract Manufacturing | OEM Service Offered Design Service Offered Buyer Label Offered |
| Product Price Range | |
Send your message to us
Door Making CNC Router Machine
- Ref Price:
-
- Loading Port:
- China Main Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 1 Set set
- Supply Capability:
- 60 Sets per Month set/month
OKorder Service Pledge
OKorder Financial Service
Similar products



New products






Hot products




Related keywords

