
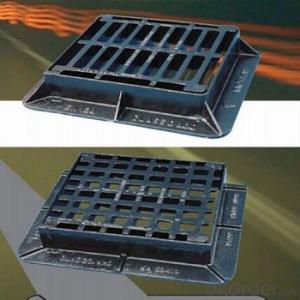
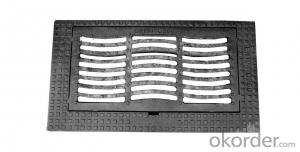




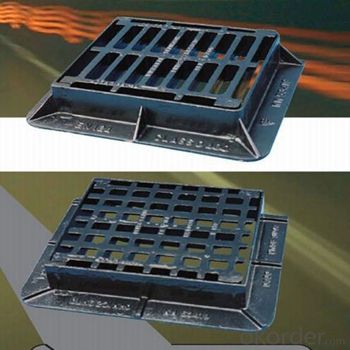
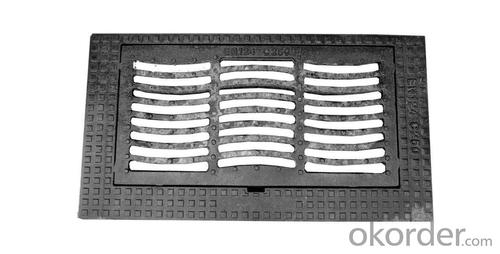


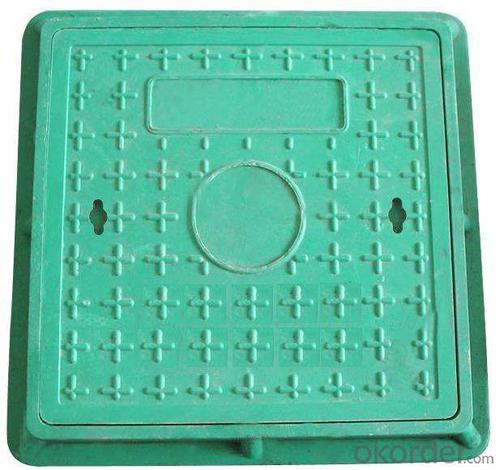
Economical Custom Design EN124 C250 Ductile Iron Manhole Cover
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 set
- Supply Capability:
- 3900 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Specification
Product Detail
1) Material
a) Ductile Iron GGG500-7 & 400-12
b) Grey Iron GG20
2) Designs.
a) EN124 A15, B125, C250, D400, E600 and F900
b) A60005 for casting design
c) Major standards designs available
d) As per customers' drawings or samples
3) Process
c) Molding boards
d) Green sand with hand molding
4) Coating
a) Cold applied black bitumen
b) Without coating
c) Coating as per customers' requirements
Specification

Advantage of ductile iron
Higher quality /higher tensile
Higher security /long life
Packaging and Shipping
Delivery Detail: 8 days if your order is 20"container
Packaging: Details Pallet with bubble film, Carton or with pallet


Our Company
We take pride to introduce ourselves as the leading manufacturer and professional supplier of various Ductile Iron Manhole covers in China with total annual capacity 50,000 MT.
CNBM manhole cover regard quality as the essential factor leading to successful business. After years of efforts, CNBM manhole cover have built up great reputation in terms of quality and service among domestic and overseas customers.
FAQ
About Sample
Q : Can I get free samples?
A: Yes, we can provide you the free sample, but you have to bear the delivery costs.
About Customer Logo
Q: Can I have my own logo on the product?
A: Yes, you can send your logo design to us and send us the authority letter. Then we can cast the logo on body.
- Q: What is the ejection angle of the die casting (Tan Gang)?
- Because after the wax, wax parts will have a slight contraction, which is good for demoulding. Many moulds don't do the ejection angleEspecially deep hole, and customers to discuss, generally take 0.3-1 degrees is enough
- Q: What are the effects of stiffeners on castings, or on welded parts (for 2 tons or less), casting or weldments on stiffeners?
- Please consider the following points:1, batch: if the product batch is very large, casting will certainly have advantages, cost sharing will be very low. If less, it is recommended to use weldments.2. Reinforcement structure: if the structure is relatively simple, it is recommended to use welded parts, complex, preferably casting.
- Q: In theory, which is more expensive, forging parts or casting parts?
- Compared with the price, the product with the same simple structure eliminates the material factorsThe forgings must be more expensive
- Q: What should I pay attention to when designing a casting structure?
- 1 of the casting in metal mold cooling was faster than sand, metal type and let, thus casting in metal mold casting, casting stress generated in the ratio of sand casting to crack tendency is also large, but also prone to misrun and cold lap, white (for casting casting). Defect. Usually: (1) in the prevention of metal casting casting crack aspect should pay attention to the following problems: the structure of A in wall thickness, wall transition and connection to the ease, corner fillet appropriate requirements such as should be more strict than sand casting; B should be connected vertically connected with the wall to tilt C; for the weak parts of the structure should be set to strengthen ribs, bosses, to prevent casting; D should minimize the obstacle free shrinkage of the boss, casting rib, flange and other prominent part; E in the casting arrangement of ribs, but also should consider its influence on the casting shrinkage.
- Q: How do you mark it on the drawing? Do you need to discuss it with the manufacturer?Because the casting allowance is the standard, then, after all, is the theoretical value, the actual level depends on the manufacturer, so is it necessary to ask the manufacturer?
- The general foundry casting technology division will mark put shrinkage and the allowance of the map in your chart (usually with the red pen) for the production of wood or other material wood workers die drawings.
- Q: We are small castings, the need for surface treatment of shot blasting machine, about how much?
- The choice of shot blasting machine, this is according to the workpiece size, yield, whether can collision, and the working time and other factors considered, while the price of different blasting machine are not the same, but the vast majority of small castings used crawler shot blasting machine,
- Q: What kind of flaw detector is better for casting parts?
- If the casting is very small, can be used for fixed magnetic detection machines, of course with fixed magnetic powder the testing machine, the best first contact the manufacturers, because the fixed magnetic particle testing machine belongs to the non-standard equipment, according to the workpiece size, different shape, manufacturing daily inspection and measurement.
- Q: Which surface is coarser for cast iron or cast steel castings? Why?
- Roughness mainly depends on the surface roughness on the surface of the sand.
- Q: When there is no flaw detection for large casting parts, is there any crack inside?
- According to the industry standards, within the scope of the standard requirements to determine whether the product is qualified
- Q: ZGMn13 casting parts processing, with what knife head good?
- its surface wear resistance is high; the two is with the gradual wear of surface hardening, the hardening layer is continuously formed new if you have suggestions, processing, plasma cutting or flame cutting try
Send your message to us
Economical Custom Design EN124 C250 Ductile Iron Manhole Cover
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 set
- Supply Capability:
- 3900 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products






Hot products






Hot Searches

