
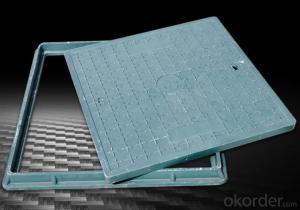




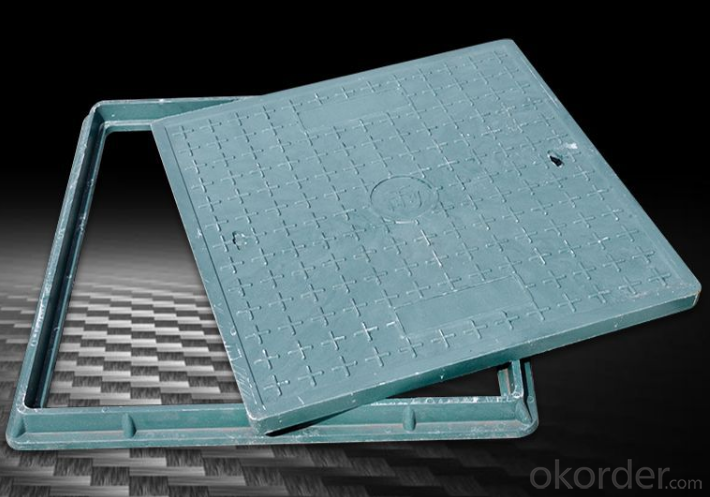


Ductile Iron Manhole Cover With OEM for Industry in China
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 set
- Supply Capability:
- 4166 set/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Product Description
1) production standard: EN124 from A15 to F900
2) Material: grey iron, ductile iron
3) Type: round type and Square type, triangle
4) Sand casting
5).we can produce as per customers' drawings
6)ISO9001:2008


Specification
| Item No. | Class | Clear Opening(mm) | Frame Size(mm) | Frame Height(mm) | Unit Weight (kg/set) |
| TD1221 | D400 | 1220*675 | 1378*831 | 100 | 190 |
| TD1222 | D400 | 1220*675 | 1370*830 | 150 | 216 |
Advantages
Good compressive, bending and impact strength, anti-corrosion, not rust, long service life (at least 30 years).
The quality meets the same kinds cast ion manhole covers but the cost is 30% lower than other companies.
Packaging & Shipping
Packaging: Details Pallet with bubble film, Carton or with pallet,
Delivery Detail: 8 days if your order is 20"container
FAQ
1.Can I get free samples?
A: Yes, we can provide you the free sample, but you need to bear their own delivery costs.
2.Can I request to change the form of packaging and transportation?
A:Yes,We can change the form of the packaging and transportation according to your request, but you have to bear their own costs incurred during this period and the spreads.
3.Can I request to advance the shipment?
A: It should be depends on whether there is sufficient inventory in our warehouse.
4.Can I have my own Logo on the product?
A: Yes, you can send us your drawing and we can make your logo, but you have to bear their own the cost.
- Q: our factory now produces steel castings in the use of polishing directly after spraying processing, but the powder sprayed 15But the spray powder touched off what is the reason we are not very strict requirements not only need to peel off bubbles can also, because our products are steel castings so we use steam hole sludge put on. Do not know if this spray treatment has no effect to thank friends with us!
- Steel parts are not familiar. But after spraying, the powder should be divorced from the adhesive force is too low, try to provide the surface roughness of the casting
- Q: Explain the heat treatment effect of casting parts, forging parts and welding parts
- Good welding of low carbon steel (alloy), probably because the weld workpiece rigidity, fast cooling, the weld internal crystallization of brittle microstructure (martensite), so after welding or welding process welding using self heat, reasonable arrangement of weld, welding seam and heat affected zone heat treatment. The welding heat treatment is often used to preheat before welding, after welding withasbestos cloth covering slow cooling annealing, reach the purpose, its main function is to reduce the internal stress, improve the weld microstructure of martensite formation, reduce brittle tendency, preventing welding cracks.
- Q: Casting parts need to be subjected to the kind of heat treatment after the weldment is finished
- Annealing is needed to eliminate stress and refine grain
- Q: How to get rid of casting sand inside casting parts?
- Are you saying that in the sand casting cavity? We use the manual blast, he is like a pipe will be automatic shot out of the grit, into the casting cavity, to remove the internal cavity in the purpose of casting sand!
- Q: What is the difference between forging parts and casting parts?
- Forging is in hot state through the metal hammer or press equipment produced by forging parts. A casting is a metal that is liquid and is poured into a cavity of a specified shape and cooled and solidified. It is the forging metal soft pinch molding, and casting the metal into thin cooling solidification.Forged parts are costly and have long production cycles.
- Q: The cause of fracture and why there is no toughness
- This question is too broad, see what the casting casting Oh in order to reduce the wayward cast steel, ductile iron, gray iron and white iron, you can choose the material according to their own requirements.
- Q: What should I pay attention to when designing a casting structure?
- The basic structure of unit 3 in the design of metal casting casting and its parameters are selected, usually should also pay attention to: (1) because of the metal type heat quickly, so the metal type casting minimum wall thickness should be bigger than the sand casting casting casting; (2) the inner wall of the internal ribs and the thickness of a should be connected the outer wall thickness of 0.6 to 0.7, or as the inner wall (rib) cold slowly, cracks in the wall at the junction in the casting shrinkage; (3) to prevent generating white grey cast iron, in addition to taking measures in the process, must make the wall thickness is not too thin (some information that cast fillet at the corner of the wall thickness of 15mm or more, with metal casting casting must be in the corner, for Aluminum Alloy, metal casting magnesium alloy castings shall not be less than 3 ~ 4m; (4) because of the metal type and the core that, for To facilitate the extraction of castings and casting out type, slope casting should be suitably large than sand casting metal casting, the general should be 30% ~ 50%, it should be pointed out that in addition to the height of the slope of casting size and alloy type, wall, is also related to the casting surface position, where the cooling and contraction of the metal type the surface of casting surface can be designed from the tendency of small inclination, while casting shrinkage tend to be pressed on the surface of metal casting type should be given greater inclination.
- Q: What are the causes of pitting on the surface of a precision casting?
- There is a bump on the mold. Or casting cooling fast.
- Q: Younger brother is to do casting valve, precision casting parts, the valve internal sand serious, but the appearance is very standard, this is why, for God answers, thank you!
- Increase the refractoriness and looseness of core sand
- Q: What's the cause of the choking of the casting?,
- Causes of choking fire:1., casting material in the pouring of gas;
Send your message to us
Ductile Iron Manhole Cover With OEM for Industry in China
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 100 set
- Supply Capability:
- 4166 set/month
OKorder Service Pledge
OKorder Financial Service
Similar products






Hot products






Hot Searches

