


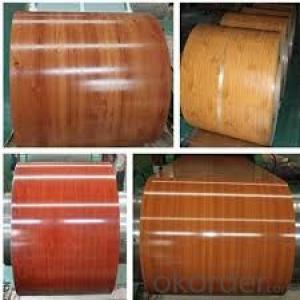
HIGHTEST QUALITY COLOR ALU-ZINC STEEL COIL
- Ref Price:
-

- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 25 m.t.
- Supply Capability:
- 60000 m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like







Item specifice
Product Brief Introduction
HIGHTEST QUALITY COLOR ALU-ZINC STEEL COILwith Gi as base metal after pretreatment ( degrease and chemical treatment) and liquid dope with several layers of color then after firing and cooling finally the plate steel is called Pre-painted galvanized steel is good capable of decoration ,molding corrosion resistance
Product Features
Excellent process capability
Smooth and flat surface
Workability durability
Excellent heat resistance performance
High Strength
Good formability
Good visual effect
Product Specification
Standard:ASTM, GB,JIS,JIS G3302 ASTM 755 EN10169
Grade: DX51D CGCC CS
Thickness: 0.13mm~3.0mm,
Width: 1250,600-1250mm
Coil weight:3-12 MT
Coil ID:508/610mm
Chemical composition:
C | Si | Mn | Cr | Ni | P | S |
0.150 | 0.476 | 11.231 | 12.50 | 0.900 | 0.039 | 0.010
|
FAQ
1. How long will we receive the goods ?
45days after receiving workable L/C
2. how do you control the quality ?
we have our own quality control department ,we will arrange QC person to see the production line ,when goods finish ,before shipment ,our QC person will check the quality as per our test report request ,if the goods is ok ,then we issue the test report ,and we allow the goods shipping ,otherwise will not allow ship the goods.

- Q:What are the different methods of uncoiling steel coils?
- Uncoiling steel coils can be done in several ways, depending on the specific requirements and available equipment. Some commonly used methods are: 1. Manual uncoiling: This method involves manually unwinding the coil using a bar or rod inserted through the inner diameter. It is suitable for smaller coils or when other methods are not accessible. 2. Mandrel uncoiling: A mandrel, a cylindrical tool, supports the inner diameter of the coil and enables free rotation. The coil is placed on the mandrel and rotated to unwind the steel. 3. Decoiler machine uncoiling: Designed specifically for uncoiling steel coils, these machines consist of a mandrel or drum to hold the coil. They also include a motorized mechanism to control the speed of unwinding. Decoilers are suitable for larger and heavier coils, making them ideal for industrial applications. 4. Straightener-feeder uncoiling: This method is utilized when the steel coil needs to be straightened and fed into a production line simultaneously. The coil passes through straightening rollers to remove any curvature before being fed into the subsequent processing equipment. 5. Recoiler uncoiling: Recoilers are used when the steel coil needs to be rewound into a new coil. The original coil is uncoiled using one of the previously mentioned methods, and then the steel is rewound onto a new mandrel or drum to create a smaller coil. It is important to consider factors such as the size and weight of the coil, desired level of automation, and specific production requirements when choosing an uncoiling method.
- Q:What are the different methods of forming steel coils?
- Steel coils can be formed using several methods, depending on their specific requirements and applications. These methods comprise hot rolling, cold rolling, and continuous casting. The most commonly used method for forming steel coils is hot rolling. This involves heating the steel billet or ingot to high temperatures and passing it between a series of rollers to reduce its thickness and shape it into a coil. Typically, this process is carried out above the recrystallization temperature of the steel, which allows for better shaping and improved mechanical properties. On the other hand, cold rolling is performed at or near room temperature. It entails passing the steel through a series of rollers to reduce its thickness and shape it into a coil. Cold rolling is often utilized to produce steel coils with precise dimensions and excellent surface finish. Additionally, it can enhance the strength and hardness of the steel. Another method for forming steel coils is continuous casting. This involves pouring molten steel into a continuous casting machine, where it solidifies into a strand. The strand is then continuously fed into a series of rollers, which shape it into a coil. Continuous casting offers several advantages, including improved efficiency, reduced energy consumption, and better control over the steel's composition and quality. In addition to these primary methods, there are various secondary processes involved in forming steel coils. These processes encompass pickling, annealing, and coating. Pickling is used to remove any rust or scale from the surface of the steel, ensuring a clean and smooth finish. Annealing involves heating the steel to a specific temperature and then slowly cooling it, which improves its ductility and reduces internal stresses. Coating is often applied to steel coils to provide corrosion resistance or enhance its aesthetic appeal. To summarize, steel coils can be formed using different methods such as hot rolling, cold rolling, and continuous casting. Each method offers distinct advantages and is chosen based on the specific requirements of the steel product. Additionally, secondary processes like pickling, annealing, and coating are employed to further enhance the quality and performance of the steel coils.
- Q:The knife will be large and thick. Like the Bowie knife Rambo uses in Rambo III. It doesn't need to be flexible or to hold the edge very well. But i need it to be exceptionally strong material and to stop corrosion at least decently. Is Damascus Steel good?Thank you, in advance.
- Damascus steel is the poorest quality. The laminations separate under stress. Centuries ago the only way to get steel bars was to make it up by hammering wires together in a series of welds. The welds usually were porous and the steel would fail. The pattern of the welds is attractive to some people. An old file has good hard steel and wiill make up into a knife if it is annealed to make it easier to shape and cut. The hardness can be restored by tempering. Treating with oil is the cure to prevent rust.
- Q:What is the difference between hot rolled and cold rolled steel coils?
- The main difference between hot rolled and cold rolled steel coils is the process by which they are made. Hot rolled steel coils are produced by heating the steel above its recrystallization temperature, allowing it to be easily shaped and formed. This process results in a rougher surface finish and less precise dimensions. On the other hand, cold rolled steel coils are produced by further processing hot rolled coils through a series of rolling mills at room temperature. This process results in a smoother surface finish, tighter tolerances, and improved mechanical properties.
- Q:How are steel coils used in the production of industrial tanks?
- Steel coils are used in the production of industrial tanks as they are rolled and formed into the desired shape to create the tank's structure. The coils provide the necessary strength and durability required to withstand the pressure and weight of the tank's contents.
- Q:I'm trying to buy a Survival,tactical knife but don't know what steel is better
- This Site Might Help You. RE: Whats better chrome vanadium steel or carbon stainless steel? I'm trying to buy a Survival,tactical knife but don't know what steel is better
- Q:How are steel coils inspected for paint adhesion using adhesion testers?
- Paint adhesion on steel coils is systematically and rigorously inspected using adhesion testers. These testers are specifically designed devices for assessing the bond strength between the paint and the underlying steel surface. To begin the inspection process, representative samples are selected from the steel coils. These samples are typically cut into smaller sections to ensure they are free from defects or surface irregularities that could impact the adhesion test results. Once the samples are prepared, the adhesion testers are utilized to measure the force needed to detach the paint coating from the steel surface. The most commonly used adhesion tester is the cross-cut adhesion tester. It consists of a set of blades arranged in a grid pattern, which are employed to create cuts through the paint coating, forming a grid of squares or rectangles down to the steel surface. After the cuts are made, a specialized tape is applied to the grid area and pressed firmly onto the surface. The tape is then rapidly pulled off at a 90-degree angle to the surface, and the force required for the paint coating's removal from the steel is measured and recorded. The results of the adhesion test are evaluated based on predetermined standards or specifications. These standards typically define the minimum acceptable adhesion strength for the specific application or industry. If the measured adhesion strength falls below the specified threshold, it indicates poor paint adhesion, which could result in issues like paint delamination or corrosion. Along with the cross-cut adhesion tester, other adhesion testing methods may also be utilized, such as the pull-off adhesion tester. This method involves a hydraulic or mechanical device applying a tensile force to a small circular or dolly-shaped test area. The force required to pull off the dolly is measured and used to assess the paint adhesion. In summary, the use of adhesion testers ensures a thorough inspection of paint adhesion on steel coils. This process helps in early identification of potential adhesion issues, enabling appropriate remedial measures to be taken to ensure the durability and performance of the paint coating.
- Q:What are the challenges in coil edge trimming for narrow strips?
- There are several challenges in coil edge trimming for narrow strips. Firstly, one of the main challenges is maintaining accuracy and precision during the trimming process. Narrow strips require a high level of precision to ensure that the edges are trimmed evenly and smoothly. Any deviation from this precision can result in uneven edges or burrs, which can affect the overall quality of the strip. Secondly, there is the challenge of controlling the strip tension. Narrow strips are more prone to tension issues, as they have less surface area to distribute the tension evenly. This can lead to problems such as strip breakage or stretching, which can impact the final product's quality. Another challenge is avoiding material waste. Narrow strips often have a smaller margin for error, meaning that any mistakes in the trimming process can result in a significant amount of wasted material. Minimizing material waste is crucial for cost-effectiveness and sustainable manufacturing practices. Additionally, maintaining a high production rate can be challenging when working with narrow strips. The trimming equipment needs to be able to handle the high speed required for efficient production while still maintaining accuracy and precision. This requires the use of advanced machinery and technology to ensure smooth and efficient operations. Lastly, the handling and transportation of narrow strips can also pose challenges. Due to their small size, narrow strips are more susceptible to damage during handling and transportation. Proper care and handling techniques need to be implemented to prevent any potential damage, which could affect the quality of the final product. Overall, the challenges in coil edge trimming for narrow strips revolve around precision, tension control, material waste, production rate, and handling. Overcoming these challenges requires the use of advanced technology, skilled operators, and careful attention to detail throughout the entire process.
- Q:full discription about hydrolics used in steel melting shop with hyd valve is use in thair circit too ?
- The correct spelling is hydraulics. I haven't heard the term steel melting shop you probably means a foundry or a steel mill The most obvious example i can think of is hydraulic-operated fork lifts. Hydraulic cylinders are used to lift the forks and to tilt them upwards or downwards. The valves are coneccted to levers next to the steering wheel. Hydraulic pressure is supplied by a hydraulic pump driven by a propane or diesel engine. In some forklift designs the wheels are also not connected directly to the engine, but driven by hydraulic motors. There are also a large variety of machines used in steel mills and metalworking companies to cut and shape metal parts. for example, press brakes, plate cutting shears, stamping presses, hole punch machines, drawing presses, etc. These types all operate in much the same basic way. They use a very large cylinder or group of cylinders to apply many tons of force to different kinds of metal working tools.
- Q:What are the dimensions of steel coils used in the industrial machinery industry?
- In the industrial machinery industry, the dimensions of steel coils can vary depending on the specific application and requirements. However, it is generally observed that steel coils used in this industry typically have a width ranging from 600 to 2,000 millimeters (24 to 79 inches) and a weight ranging from 2 to 25 metric tons (4,400 to 55,100 pounds). The core, or inner diameter, of the coil can range from 508 to 762 millimeters (20 to 30 inches). Furthermore, the thickness of the steel coil can range from 0.4 to 25 millimeters (0.016 to 0.98 inches). These dimensions may experience variations according to the specific needs and specifications of the machinery being manufactured or used in the industrial machinery industry.
1. Manufacturer Overview |
|
|---|---|
| Location | |
| Year Established | |
| Annual Output Value | |
| Main Markets | |
| Company Certifications | |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | |
| Export Percentage | |
| No.of Employees in Trade Department | |
| Language Spoken: | |
| b)Factory Information | |
| Factory Size: | |
| No. of Production Lines | |
| Contract Manufacturing | |
| Product Price Range | |
Send your message to us
HIGHTEST QUALITY COLOR ALU-ZINC STEEL COIL
- Ref Price:
-
- Loading Port:
- Shanghai
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 25 m.t.
- Supply Capability:
- 60000 m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products




New products






Hot products




Related keywords

