

Steel Billet Manufactured By Blasting Furnace
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 m.t.
- Supply Capability:
- 100000 m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Steel Billet Manufactured By Blasting Furnace
1.Structure of Steel Billet Manufactured By Blasting Furnace
Steel Billet Manufactured By Blasting Furnace is the raw material of all kinds of steel mill. Billet section of square, round, flat, rectangular and abnormity, etc Several, mainly related to shape of rolled products. Simple rolled section steel, choose cross section of square billet or rectangular billet. rolling The sector products such as flat steel, Angle steel, select the rectangular billet or slab. Had better profiled billet when production beams, channels, and in rolling process Lines and improve the yield. The raw material of round billet is the production of seamless tube.
2.Main Features of Steel Billet Manufactured By Blasting Furnace.
The classification of the billet Mainly from the shape is divided into two kinds: Slab: cross section width and height of the ratio of the larger, mainly used for rolling plate. Billet: equal cross section width and height, or a huge difference, mainly used for rolling steel, wire rod.
Billet material standard The thickness range: 150-240 - mm + / - 5 mm The width of the range: 880-1530 - mm + / - 20 mm Length range: 3700-10000 - mm + / - 500 - mm Cross-sectional size: 64 * 64 ; 82 * 82 ; 98 * 98 ; 124 * 124 ; 120 * 150 ; 152 * 164 ; 152 * 170 mm Length: 9000 mm The section of tolerance: billet: 1.0 + / - 2.0-1.0 + / - 1.0 mm The slab width: + / - 2.0 MM ; Thickness: + / - 3.0 MM
The length of tolerance: + / - 200 - mm The section diagonal tolerance: 3.5 8.0 MM Billet section size protrusions requirements: < 1242 mm Don't allow; = 1242 mm , > < = 2 mm to 1242 mm , The < = 3 mm beheaded ( shear ) Extension deformation: < 1242 mm Billet: no control; The slab: < = 15 mm Surface tilt: no more than in the cross section of the billet 0.1
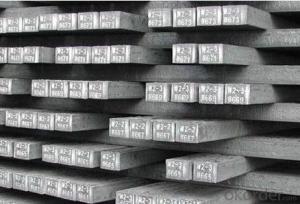
3. Steel Billet Manufactured By Blasting Furnace Images


4. Steel Billet Manufactured By Blasting Furnace Specification
Steel Billet Manufactured By Blasting Furnace rolled steel, after processing can be used for mechanical parts, forging parts, processing all kinds of steel, steel Q345B channel steel, wire rod is the role of the billet. Steel billet is used in the production of semi-finished products, generally cannot be used directly for the society. Steel billets and steel are strictly divided into standard, cannot decide to whether the business enterprise of the final product, and according to unified standards to perform the whole society. Typically, billet and the steel is relatively easy to distinguish, but for some steel billet, and have the same specification and same steel purposes (such as rolling tube billet), whether can be used for other industries, whether through steel processing process, whether through a finished product rolling mill processing to distinguish
Material standard The editor Range of thickness: 150-240 - mm + / - 5 mm width range: 880-1530 - mm + / - 20 mm Length: 3700-10000 - mm + / - 500 - mm Cross-sectional size: 64 * 64; 82 * 82; 98 * 98; 124 * 124; 120 * 150; 152 * 164; 152 * 170 mm Length: 9000 mm Section of tolerance: billet: 1.0 + / - 2.0-1.0 + / - 1.0 mm slab: width: + / - 2.0 mm thickness: + / - 3.0 mm The length tolerance: + / - 200 mm Section diagonal tolerance: 3.5-8.0 MM Billet section size protrusions requirements: < 1242 mm, do not allow; > = 1242 mm, < = 2 mm 1242 mm, < = 3 mm Beheading (shear) extension deformation: < 1242 mm billet: no control; The slab: < = 15 mm Surface tilt: no more than billet section 0.1 Bending: every 1 m length is not more than 10 mm The distortion: length < = 5 m, < = 11. ; The length of the < = 7.5 M, < = 5. Material % 3 sp/PS chemical composition: C Mn Si S P
5.FAQ of Steel Billet Manufactured By Blasting Furnace
We have organized several common questions for our clients,may help you sincerely:
①How about your company?
A world class manufacturer & supplier of castings forging in carbon steel and alloy steel,is one of the large-scale professional investment casting production bases in China,consisting of both casting foundry forging and machining factory. Annually more than 8000 tons Precision casting and forging parts are exported to markets in Europe,America and Japan. OEM casting and forging service available according to customer’s requirements.
②How to guarantee the quality of the products?
We have established the international advanced quality management system,every link from raw material to final product we have strict quality test;We resolutely put an end to unqualified products flowing into the market. At the same time, we will provide necessary follow-up service assurance.
③How is the packaging and delivery?
Loose by Vessel and the delivery term is based on the the quantity and our factory’s schedule then.
- Q:What is the average density of a steel billet?
- The average density of a steel billet can vary depending on the specific grade and composition of the steel used. However, on average, the density of a steel billet ranges from around 7,800 to 8,050 kilograms per cubic meter (kg/m³). This density value is higher compared to many other materials, making steel a dense and heavy material. The density of a steel billet is a crucial factor to consider when determining its weight, volume, and overall structural properties.
- Q:How is the demand for steel billets projected to change in the future?
- The demand for steel billets is expected to experience significant changes in the future due to various factors. One of the primary drivers of this change is the overall growth of the construction and infrastructure sectors. As economies continue to develop, there will be an increased need for steel billets to support the construction of buildings, bridges, roads, and other infrastructure projects. Additionally, the automotive industry is also anticipated to contribute to the changing demand for steel billets. With the rising demand for electric vehicles and the need for lightweight materials to improve fuel efficiency, steel billets may be replaced by alternative materials such as aluminum or carbon fiber in certain automotive applications. Furthermore, the renewable energy sector is another potential factor that could impact the demand for steel billets. As the world moves towards cleaner energy sources, there will be a growing requirement for wind turbines and solar panels, which are predominantly made from steel. This could lead to an increase in demand for steel billets in the manufacturing of these renewable energy components. On the other hand, advancements in technology and manufacturing processes may also influence the demand for steel billets. As new techniques and materials are developed, there is a possibility of steel billets being substituted by alternative materials or manufacturing methods that offer superior performance or cost-efficiency. Overall, while the demand for steel billets is expected to remain strong in the foreseeable future, it may undergo changes based on the growth of construction, infrastructure, automotive, and renewable energy sectors, as well as advancements in technology and materials.
- Q:What are the different surface treatments for improved surface roughness in steel billets?
- There are several surface treatments available to improve the surface roughness of steel billets. These treatments are aimed at enhancing the quality and properties of the billets, making them more suitable for various industrial applications. Some of the commonly used surface treatments for improved surface roughness in steel billets include: 1. Shot Blasting: Shot blasting involves bombarding the surface of the steel billets with high-speed abrasive particles. This treatment helps to remove any contaminants, scale, or unevenness present on the surface, resulting in a smoother and more uniform finish. 2. Acid Pickling: Acid pickling is a chemical treatment that involves immersing the steel billets in an acid solution, usually hydrochloric or sulfuric acid. This process helps to dissolve any oxides, rust, or scale present on the surface, leaving behind a clean and smoother surface. 3. Mechanical Grinding: Mechanical grinding is a process that involves using abrasive wheels or belts to remove material from the surface of the steel billets. This treatment is particularly effective in removing any deep scratches, pits, or irregularities, resulting in a smoother and more polished surface. 4. Electrochemical Polishing: Electrochemical polishing is an electrochemical process that uses a combination of chemicals and electrical current to remove a thin layer of material from the steel billet's surface. This treatment helps to eliminate any surface imperfections, resulting in a smoother and more reflective finish. 5. Roller Leveling: Roller leveling involves passing the steel billets through a set of rollers that apply pressure to the surface, flattening and smoothing out any irregularities. This treatment is particularly effective in improving the flatness and surface roughness of the billets. 6. Thermal Treatment: Thermal treatment, such as annealing, can also improve the surface roughness of steel billets. Annealing involves heating the billets to a specific temperature and then slowly cooling them to relieve internal stresses and improve the surface finish. It is important to note that the choice of surface treatment depends on the specific requirements of the steel billets and the desired surface roughness. Each treatment has its advantages and limitations, and it is essential to select the most suitable treatment based on factors such as the type of steel, dimensions of the billets, desired surface finish, and cost-effectiveness.
- Q:What are the advantages of using steel billets over other materials?
- There are several advantages of using steel billets over other materials. Firstly, steel billets have excellent strength and durability, making them ideal for use in various industries including construction, automotive, and manufacturing. Secondly, steel billets can be easily shaped and molded into different forms, allowing for versatility in design and application. Additionally, steel billets have high resistance to corrosion and are capable of withstanding extreme temperatures, making them suitable for both indoor and outdoor use. Lastly, steel billets are readily available in large quantities and are cost-effective, making them a preferred choice for many applications.
- Q:How are steel billets sheared into smaller sections?
- Using a mechanical technique called shearing, steel billets are cut into smaller sections. This procedure involves the utilization of a shearing machine equipped with a specific sharp blade or blades designed for cutting through the steel billet. Firstly, the steel billet is placed on a sturdy cutting table, and then the shearing machine is activated. With considerable force, the blade(s) of the machine are brought down onto the steel billet, effectively slicing through the material and separating it into smaller sections. Depending on the shearing machine's particular design, the blade(s) may move vertically, horizontally, or in a combination of both. To ensure a clean and precise cut, it is common practice to securely clamp the steel billet in place before commencing the shearing process. This precaution minimizes any potential movement or shifting of the material during cutting, which could lead to an uneven or inaccurate cut. Additionally, the blade(s) of the shearing machine are usually made from high-speed steel or another durable and sharp material to ensure efficient cutting and prolonged use. In conclusion, the shearing process is a highly efficient and effective method for dividing steel billets into smaller sections. It enables precise control over size and shape, making it an invaluable technique in numerous industries that utilize steel products.
- Q:What are the different types of cleaning equipment used for steel billets?
- There are several different types of cleaning equipment that are commonly used for steel billets. These include: 1. Shot blasting machines: Shot blasting is a process that involves propelling small metal or mineral particles at high speed onto the surface of the steel billets. This helps to remove any rust, scale, or other contaminants, leaving the surface clean and smooth. 2. Ultrasonic cleaners: Ultrasonic cleaning involves the use of high-frequency sound waves to agitate a cleaning solution. This helps to remove dirt, oil, and other contaminants from the surface of the steel billets. Ultrasonic cleaners are particularly effective for removing stubborn or hard-to-reach contaminants. 3. Acid pickling tanks: Acid pickling is a process that involves immersing the steel billets in a tank of acidic solution. The acid helps to dissolve any rust, scale, or other contaminants on the surface of the billets. After pickling, the billets are usually rinsed and then dried. 4. Power washers: Power washers, also known as pressure washers, use a high-pressure spray of water to remove dirt, oil, and other contaminants from the surface of the steel billets. This is a particularly effective method for cleaning larger or heavier billets. 5. Mechanical cleaning brushes: Mechanical cleaning brushes, such as wire brushes or abrasive pads, are often used to manually scrub the surface of the steel billets. This helps to remove any loose dirt, rust, or scale. Mechanical cleaning brushes are typically used in conjunction with other cleaning methods. Overall, the choice of cleaning equipment for steel billets depends on factors such as the extent and type of contaminants present, the desired level of cleanliness, and the size and shape of the billets. Different combinations of these cleaning methods may be used to achieve the desired result.
- Q:What are the different methods of steel billet surface polishing?
- There are several methods of steel billet surface polishing, including mechanical polishing, chemical polishing, electropolishing, and abrasive blasting. Mechanical polishing involves using abrasive materials and machinery to remove surface imperfections and create a smooth finish. Chemical polishing utilizes chemical solutions to dissolve and remove surface impurities, resulting in a polished surface. Electropolishing involves the use of an electric current to dissolve and remove surface material, resulting in a smooth and shiny finish. Abrasive blasting uses high-pressure air or water to propel abrasive particles onto the surface, removing contaminants and creating a polished appearance.
- Q:How are steel billets transported and stored?
- Steel billets are typically transported and stored in a careful and systematic manner to ensure their quality and safety. When it comes to transportation, steel billets are usually moved using trucks or railcars. Trucks are commonly used for short-distance transportation within a steel mill or between different facilities, while railcars are employed for longer distances, including intercity or even international transport. During transportation, steel billets are loaded onto the trucks or railcars using cranes or forklifts. It is crucial to secure the billets properly to prevent any movement or damage during transit. Straps, chains, or other securing methods are used to keep the billets in place and ensure their stability. Once the steel billets reach their destination, they are unloaded using similar lifting equipment. It is important to handle the billets with care during the unloading process to avoid any scratches or dents that could compromise their structural integrity. Regarding storage, steel billets are typically kept in designated areas called billet yards or billet storage facilities. These areas are designed to accommodate the size and weight of the billets and provide easy access for loading and unloading operations. Steel billets are often stored in stacks or piles, with each billet being carefully positioned to maintain stability and prevent any potential accidents. The billets may be organized based on various criteria, such as size, grade, or production date, to facilitate their retrieval when needed. To protect the billets from environmental factors, such as humidity or corrosion, they are often covered with protective coatings or stored in enclosed areas with controlled climate conditions. Additionally, regular inspections and maintenance are carried out to ensure the quality and integrity of the stored billets. Overall, proper transportation and storage procedures are essential to safeguard the steel billets and maintain their quality until they are ready for further processing or use in various industries.
- Q:How are steel billets used in the production of machined parts?
- Steel billets are used in the production of machined parts as the starting material. They are heated and shaped into various forms, such as bars, rods, or tubes, which can then be further processed through machining operations like cutting, drilling, or milling. This allows for the creation of precise and complex components used in various industries, including automotive, aerospace, and machinery.
- Q:Are steel billets used in the production of automotive parts?
- Yes, steel billets are commonly used in the production of automotive parts. Steel billets are semi-finished products that are typically used as raw materials in various manufacturing processes. They are often forged or rolled into the desired shape and size to create automotive components such as engine parts, axles, gears, springs, and chassis. Steel billets offer excellent strength, durability, and formability, making them an ideal choice for producing automotive parts that require high performance and reliability.
1. Manufacturer Overview |
|
|---|---|
| Location | |
| Year Established | |
| Annual Output Value | |
| Main Markets | |
| Company Certifications | |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | |
| Export Percentage | |
| No.of Employees in Trade Department | |
| Language Spoken: | |
| b)Factory Information | |
| Factory Size: | |
| No. of Production Lines | |
| Contract Manufacturing | |
| Product Price Range | |
Send your message to us
Steel Billet Manufactured By Blasting Furnace
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 m.t.
- Supply Capability:
- 100000 m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products





New products






Hot products





Related keywords

