


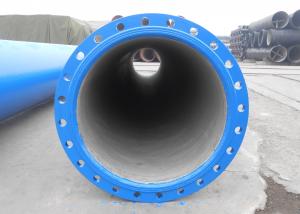
Ductile Iron Pipe Mechnical Joint K Type
- Ref Price:
-

- Loading Port:
- China Main Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 100 Meter m
- Supply Capability:
- 250000 Ton Per Year m/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like







General Introduction & Specifications of Ductile Iron Pipe Mechnical Joint K Type.
Pipes according to ISO2531/EN545
K Type joint
Size: DN80-DN2000
Effective length: 6m/pc or 5.7m/pc or 5.5m/pc
Internal lining: cement mortar lining comply with ISO4179
External coating: sprayed metallic Zinc coating (min.130g/m2) according to ISO8179 + bitumen painting (min.70μm) according to BS3416.
Gasket: Matched 100% natural rubber gasket in accordance with ISO4633.
Standard Wall Thickness of Ductile Iron Pipe Mechnical Joint K Type.
|
Nominal Diameter |
Wall Thickness(mm) | ||||||
|
DN(mm) |
Pipe |
Fittings | |||||
|
Class C |
K8 |
K9 |
K10 |
K12 |
K12 |
K14 | |
|
80 |
4.4 |
6 |
6 |
7 |
8.1 | ||
|
100 |
4.4 |
6.1 |
7.2 |
8.4 | |||
|
125 |
4.5 |
6.3 |
7.5 |
8.8 | |||
|
150 |
4.5 |
6.3 |
7.8 |
9.1 | |||
|
200 |
4.7 |
6.4 |
8.4 |
9.8 | |||
|
250 |
5.5 |
6.8 |
7.5 |
9 |
9 |
10.5 | |
|
300 |
6.2 |
6.4 |
7.2 |
8 |
9.6 |
9.6 |
11.2 |
|
350 |
6.3 |
6.8 |
7.7 |
8.5 |
10.2 |
10.2 |
11.9 |
|
400 |
6.5 |
7.2 |
8.1 |
9 |
10.8 |
10.8 |
12.6 |
|
450 |
6.9 |
7.6 |
8.6 |
9.5 |
11.4 |
11.4 |
13.3 |
|
500 |
7.5 |
8 |
9 |
10 |
12 |
12 |
14 |
|
600 |
8.7 |
8.8 |
9.9 |
11 |
13.2 |
13.2 |
15.4 |
|
700 |
8.6 |
9.6 |
10.8 |
12 |
14.4 |
14.4 |
16.8 |
|
800 |
9.6 |
10.4 |
11.7 |
13 |
15.6 |
15.6 |
18.2 |
|
900 |
11.6 |
11.2 |
12.6 |
14 |
16.8 |
16.8 |
19.6 |
|
1000 |
12.6 |
12 |
13.5 |
15 |
18 |
18 |
21 |
|
1200 |
13.6 |
13.6 |
15.3 |
17 |
20.4 |
20.4 |
22.8 |
|
1400 |
15.7 |
15.2 |
17.1 |
19 |
22.8 |
22.8 |
26.6 |
|
1500 |
16.7 |
16 |
18 |
20 |
24 |
24 |
31 |
|
1600 |
17.7 |
16.8 |
18.9 |
21 |
25.2 |
25.2 |
29.4 |
|
1800 |
19.7 |
18.4 |
20.7 |
23 |
27.6 |
27.6 |
32.2 |
|
2000 |
21.8 |
20 |
22.5 |
25 |
30 |
30 |
35 |
Mechnical Joint of Ductile Iron Pipe Mechnical Joint K Type.

|
Nominal Diameter(DN) |
mm |
Holes No. | |||
|
DE |
D1 |
D |
T | ||
|
100 |
118 |
186 |
232 |
80 |
4 |
|
150 |
170 |
241 |
287 |
80 |
6 |
|
200 |
222 |
292 |
338 |
80 |
6 |
|
250 |
274 |
348 |
394 |
80 |
8 |
|
300 |
326 |
399 |
445 |
110 |
8 |
|
350 |
378 |
458 |
504 |
110 |
10 |
|
400 |
429 |
512 |
558 |
110 |
12 |
|
500 |
532 |
618 |
664 |
110 |
14 |
|
600 |
635 |
725 |
771 |
110 |
14 |
|
700 |
738 |
839 |
893 |
120 |
16 |
|
800 |
842 |
942 |
996 |
120 |
20 |
|
900 |
945 |
1052 |
1118 |
120 |
20 |
|
1000 |
1048 |
1160 |
1226 |
130 |
20 |
|
1200 |
1255 |
1372 |
1438 |
130 |
28 |
|
1400 |
1462 |
1591 |
1657 |
130 |
28 |
|
1600 |
1668 |
1790 |
1856 |
160 |
30 |
|
1800 |
1675 |
1996 |
2062 |
170 |
34 |
|
2000 |
2082 |
2216 |
2282 |
180 |
36 |
Production Flow of Ductile Iron Pipe Mechnical Joint K Type.
Quality raw materials-Molten iron modulation and spheroidizing-Molten iron quality control-centrifugal casting-annealing treatment-performance test-Zinc spraying-hydrostatic testing-cement mortar lining-asphalt spreader-Final inspection packaging warehousing.
Packing and Transportation of Ductile Iron Pipe Mechnical Joint K Type.
Hoisting
Take precaution of handling pipe with steel cable, hoisting belts and specialized rigging avoiding from pipe's rocking. While using steel cable, single cable is not admitted, for the purpose of protecting outer anti-corrosion layer, steel cable should be packed by rubber or other similar material. While using hook, it also should be covered with rubber or other similar material for protecting cement lining layer. Especially for pipe with relative large diameter, hook should be mounted a gasket with same shape as internal diameter of pipes while handling. It is not available fixing hook on the steel belts or socket side and spigot side of pipe while handling pipes in bundle.
Transportation
Put two pieces or more woods on the platform of the vehicle while transporting, pipes are laid on the wood and fixed by wedge. The part over the vehicle body should not be more than 1/4 of overall length of pipe. If pipes are piled up more than one layer, each layer of pipes should reverse, and buffering rubber or gasket should be put on the space between two layers of pipes, at last pipes are fixed up with steel cable and buffering gasket. Check often if pipes can fall out during conveying, and check if stop wedge is not hard up. The vehicle should slow down on the uneven road or while swerving.
Storage
Under pipes there should be put wedge or crosstie while stacking pipes, and socket and spigot of pipes should be interleaved and on the stop wedge in cast of pipe's rolling. Uneven and serious polluted ground, or slope and marshy are not available.
Pictures Show of Ductile Iron Pipe Mechnical Joint K Type.


If you have other question about our products, please feel free to consult us directly.
- Q:Can ductile iron pipes be used for trench crossings?
- Indeed, trench crossings can utilize ductile iron pipes. Renowned for their remarkable strength and durability, ductile iron pipes prove to be fitting for a diverse array of purposes, including trench crossings. Their capacity to endure substantial burdens and external pressures renders them an optimal selection for subterranean installations. Moreover, ductile iron pipes boast exceptional resistance to corrosion, guaranteeing their enduring and dependable performance in the context of trench crossings.
- Q:Are ductile iron pipes resistant to chemical attacks?
- Yes, ductile iron pipes are generally resistant to chemical attacks. Ductile iron is known for its high corrosion resistance, making it suitable for a wide range of applications including water and wastewater systems. Ductile iron pipes are typically lined with a protective coating such as cement mortar or epoxy to further enhance their resistance to chemical attacks. This lining acts as a barrier between the pipe material and the corrosive substances, preventing any degradation of the iron. However, it is important to note that the level of resistance can vary depending on the specific chemical being transported and the concentration and temperature of the solution. Therefore, it is always advisable to consult with experts or engineers to ensure the suitability of ductile iron pipes for specific chemical environments.
- Q:How do ductile iron pipes handle thermal expansion and contraction?
- Ductile iron pipes are known for their excellent ability to handle thermal expansion and contraction. This is mainly due to their unique composition and design which allows them to withstand changes in temperature without experiencing significant damage or deformation. Thermal expansion occurs when a material expands due to an increase in temperature, while thermal contraction refers to the contraction that occurs when a material cools down. Ductile iron pipes can effectively accommodate these changes in temperature by utilizing their inherent flexibility and strength. One of the key factors that enable ductile iron pipes to handle thermal expansion and contraction is their high ductility, which refers to their ability to deform without breaking. This ductility allows the pipes to absorb the expansion and contraction forces without cracking or rupturing. Moreover, the composition of ductile iron pipes includes graphite nodules, which act as microcracks that can absorb stress and prevent the material from fracturing. This unique microstructure enhances the pipes' resistance to thermal expansion and contraction. In addition, ductile iron pipes are often designed with joints that allow for limited movement. These joints, such as mechanical joints or push-on joints, can accommodate the expansion and contraction of the pipes by providing a certain degree of flexibility. This helps to prevent the pipes from becoming overstressed or damaged. Overall, ductile iron pipes are specifically engineered to handle thermal expansion and contraction effectively. Their high ductility, unique microstructure, and joint design make them a durable and reliable choice for applications where temperature variations are expected.
- Q:The plug connection DN800 ductile iron pipe has been installed. "Shall I think so?"
- The main components of ductile iron pipes are carbon, silicon, manganese, sulfur, phosphorus and magnesium. Perform standard [span]GB/T13295-2003 ISO2531/2003
- Q:How are ductile iron pipes protected against stray electrical currents?
- Ductile iron pipes, which are commonly used for water and sewer systems, are protected against stray electrical currents through a process known as cathodic protection. This method involves applying a low-voltage direct current (DC) to the pipes, which creates a protective electrical field around them. Cathodic protection is achieved by installing sacrificial anodes or impressed current systems near the ductile iron pipes. Sacrificial anodes, typically made of a more electrically active metal such as zinc or magnesium, are connected to the pipes and serve as the source of electrical current. These anodes corrode over time, sacrificing themselves to protect the pipes from corrosion due to stray electrical currents. Impressed current systems, on the other hand, utilize an external power source to supply the protective electrical current. Rectifiers are used to convert alternating current (AC) to direct current (DC) and the DC is then applied to the pipes through anodes. This method allows for more control over the amount of current being applied, ensuring optimal protection. In both cases, the electrical current flowing through the sacrificial anodes or impressed current systems creates a protective barrier around the ductile iron pipes. This barrier prevents the stray electrical currents from flowing through the pipes, reducing the risk of corrosion and extending the lifespan of the infrastructure. Regular monitoring and maintenance of the cathodic protection system are essential to ensure its effectiveness. This involves inspecting the anodes, checking the electrical current levels, and making any necessary adjustments or replacements to maintain the desired level of protection. Overall, cathodic protection is a reliable and widely used method to protect ductile iron pipes against stray electrical currents, safeguarding the integrity and longevity of water and sewer systems.
- Q:Can ductile iron pipe be used for chemical processing plant applications?
- Yes, ductile iron pipe can be used for chemical processing plant applications. Ductile iron is a type of cast iron that has enhanced properties, such as improved ductility and strength, which make it suitable for a variety of industrial applications, including chemical processing plants. Ductile iron pipes have good corrosion resistance, can withstand high temperatures and pressures, and are able to handle aggressive chemical substances. Additionally, ductile iron pipes are easy to install and maintain, making them a cost-effective choice for chemical processing plants. However, it is important to consider the specific requirements and conditions of the chemical processing plant when selecting piping materials, and consult with experts to ensure that the chosen materials are suitable for the specific chemical processes and substances involved.
- Q:How are ductile iron pipes repaired in case of damage?
- Due to their high durability and strength, ductile iron pipes are commonly utilized in various applications. However, like any other materials, these pipes can sustain damage over time due to external influences or internal corrosion. In such instances, there exist several techniques available for repairing ductile iron pipes. One prevalent method is the trenchless repair technique, which allows for the restoration of the damaged section without the need for extensive excavation. This method typically employs specialized equipment to access and repair the affected area. Its advantages lie in minimizing disruption to the surrounding environment and reducing excavation costs. Another approach for repairing ductile iron pipes involves the application of epoxy lining. This process entails the use of epoxy resin to seal any cracks or leaks on the interior surface of the pipe. Epoxy lining is a cost-efficient and effective solution as it provides long-lasting repairs and enhances the overall condition of the pipe. In cases where the damage is severe or extensive, it may be necessary to replace the damaged section of the ductile iron pipe. This typically involves removing the compromised portion and installing a new pipe section. The replacement process may require excavation and can be more time-consuming and costly compared to other repair methods. Nonetheless, it guarantees a comprehensive and permanent solution for the damaged pipe. It is essential to note that the choice of repair method for ductile iron pipes depends on factors such as the extent of the damage and accessibility. Professional assessment and inspection play a crucial role in determining the most suitable repair technique. Consulting experienced pipeline repair specialists or civil engineers is highly recommended to ensure the most effective and durable repair solution for ductile iron pipes.
- Q:How are ductile iron pipes connected or jointed together?
- Ductile iron pipes are typically connected or jointed together using various methods such as flanged joints, push-on joints, mechanical joints, or restrained joints. These methods ensure a secure and leak-free connection between the pipes, providing a reliable and durable pipeline system.
- Q:How does ductile iron pipe perform in areas with high water hammer?
- Ductile iron pipe performs well in areas with high water hammer due to its inherent strength and flexibility. Its ability to absorb and dissipate the energy generated by water hammer helps to prevent pipe failures and minimize the damaging effects of pressure surges. This makes ductile iron pipe a reliable choice for water distribution systems in such areas.
- Q:How are ductile iron pipes repaired if they get damaged?
- There are several methods available for repairing ductile iron pipes, each dependent on the severity of the damage. Below are some commonly used techniques: 1. Spot Repair: When the damage is minimal and localized, a spot repair can be performed. This involves removing the damaged section of the pipe and replacing it with a new one. The new section is typically connected to the existing pipe using mechanical couplings or flanged connections. 2. Pipe Lining: If the damage is more extensive but the pipe remains structurally sound, pipe lining is a suitable option. This method entails inserting a liner into the damaged pipe, creating a new smooth surface. Various materials like epoxy or cured-in-place pipe (CIPP) can be used as liners. The advantage of this technique is that it eliminates the need for excavation and complete replacement of the pipe. 3. Pipe Bursting: In situations where the pipes are severely damaged or deteriorated, pipe bursting may be the most optimal solution. This process involves pulling a new pipe through the damaged one, simultaneously fracturing the old pipe and substituting it with a new one. Pipe bursting is typically employed when the existing pipe is irreparable and necessitates complete replacement. 4. Welding and Patching: In certain cases, small leaks or cracks in ductile iron pipes can be rectified through welding or patching. Welding involves melting and fusing the metal to seal the damaged area. Patching, on the other hand, involves applying a specialized epoxy or composite material over the affected section to create a watertight seal. It is essential to consider factors such as the extent of the damage, accessibility to the pipe, and the proficiency of the repair crew when selecting the appropriate repair method. Regardless of the technique chosen, a thorough assessment, meticulous planning, and skillful execution are necessary to ensure a successful and long-lasting repair.
1. Manufacturer Overview |
|
|---|---|
| Location | Shandong, China |
| Year Established | 1989 |
| Annual Output Value | Above US$ 3 Million |
| Main Markets | Mid East Europe; Eastern Asia; South Africa; |
| Company Certifications | ISO 9001:2008;ISO2531:2000 |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | Tianjin; Qingdao |
| Export Percentage | 41% - 50% |
| No.of Employees in Trade Department | 2000 People |
| Language Spoken: | English; Chinese; Spain; Alabic |
| b)Factory Information | |
| Factory Size: | Above 100,000 square meters |
| No. of Production Lines | Above 8 |
| Contract Manufacturing | OEM Service Offered; Design Service Offered |
| Product Price Range | Average |
Send your message to us
Ductile Iron Pipe Mechnical Joint K Type
- Ref Price:
-
- Loading Port:
- China Main Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 100 Meter m
- Supply Capability:
- 250000 Ton Per Year m/month
OKorder Service Pledge
OKorder Financial Service
Similar products


New products





Hot products





Related keywords

