OEM Aluminum Extrusion Parts with Hign Precision In China
- Ref Price:
-

- Loading Port:
- China Main Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 1 Piece pc
- Supply Capability:
- 1000 Pieces per Month pc/month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Detailed Product Description
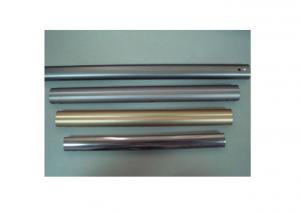
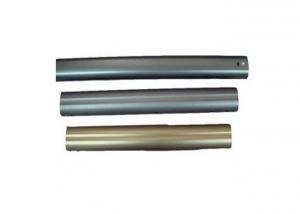
Material: Aluminum
Precision: +/-0.5~+/-0.01mm
Machining type:Extrusion
Surface finish: Polishing
OEM machining parts
OEM aluminum extrusion parts with hign precision in China
Description:
Quality Assurance: ISO9001: 2008
Precision: +/-0.05~+/-0.01mm
Strict quality control: 100% inspection during processing
Timely delivery: within 30 days, usually as to your quantity.
Accept low quantity with nice price and excellent quality.
Manufacture by customers’ drawings and specific requirement
Products Detail
Item |
Machining parts |
certification |
ISO9001:2008 |
Machining equipments |
CNC center, CNC milling machine, CNC turning machine, CNC lathes, lathe, 4 axis machine etc. |
Materials |
Aluminum, Steel, Stainless steel, Brass, Copper, Bronze, ABS, PC, PO, POM, Nylon, Teflon etc. |
Surface
finish |
Anodize, Plating, Brushing, Polishing, Blackened, Powder coating, Sandblasting, Laser engraving etc. |
Inspection
Equipment |
CMM, Projection, Calipers, Micro caliper, Thread Micro caliper, Pin gauge, Caliper gauge, Pass meter, Pass meter etc. |
Drawing
format |
AutoCAD, AutoCAD, Solid works, etc. |
Advantages:
1. Certification: ISO9001: 2008.
2. High precision: +/-0.05~+/-0.01mm.
3. We are ODM&OEM, design according to your drawing.
4. Rich experience and good technology support( have engineers with more than 20 years experience).
5. Manufacturer and Trade Company.
6. Low MOQ is accepted.
7. 100% inspection before delivery.
8. Competitive price with high quality.
- Q:CNC Lathe Feed base surface is floating, there is no good way to solve?
- I've been troubled by this problem for a long time. Just as if the needle and double processing, the depth of the top pinhole inconsistency is unable to determine the base. It's impossible for every piece of work to have a knife once,
- Q:5.6 small caliber gun rifling production line with much manual broach
- The general value of deep rifling line diameter of the gun bore 2%. 5.72 or 5.75 arrows that broach,
- Q:Why don't carbon tools steel be used to make Broaches and gear cutters?
- Carbon tool steel is cheap and easy to forge, and its machinability is better. The main disadvantage of carbon tool steel is its poor hardenability. It needs water, brine or alkaline water quenching. The tendency of distortion and cracking is great, and its abrasion resistance and thermal strength are very low. Therefore, carbon tool steel can only be used to make some small hand tools or woodworking tools, and the accuracy requirements of the small cold is not high, simple shape, small size, light load of mold, such as used in the manufacture of small punch, scissors, die, cold die etc..Broaches and gear cutters are usually made of high speed steel
- Q:Ask, what does broach mean?
- Each department has its own general skills, general skills of broach is gold system, can increase the damage of broach,
- Q:Is there an expert who knows the broach?!
- The broaching mechanism is an automatic tensioning and automatic releasing mechanism for the main shaft of a small numerical control machine tool.principleBy pre compressing the disc spring, sufficient upward broaching force is produced. When you need to change the knife, a knife loosening signal control system, through the electromagnetic reversing valve to control the hydraulic system, hydraulic cylinder pressure oil system will pass into the upper end of the main axle on the chamber, the piston pushing broach parts move down, continue to compress the disc spring, handle downward movement, and through the tool changing manipulator with complete change knife. At the upper end of the cylinder, there are two proximity switch to detect the cylinder piston is in place; if the cylinder is not in place, then the two proximity switches will not signal the NC system will not continue to the next procedure, to ensure the safety of CNC machine tools.
- Q:How to solve tooth strain of involute spline broach?
- Workpiece hardness of less than HRC30 is generally broach problem, of course, there are special. It should be cool under normal conditions. I personally do Spline Broach Design and grinding parameters, then the workpiece interested told me to give you the design drawings for reference
- Q:Is this a standard part, or is it only required to buy the finished products from other factories, or do you want to design and size it yourself?
- General milling machine seems to be a root screw, if the NC milling machine is pneumatic or hydraulic broach device. CNC accessories sold, the package should also have, but very expensive. Not interchangeable by different manufacturers. Structurally simple steel ball with broach claws.
- Q:Why is the tooth shape of broach oblique?
- The tooth is made oblique in order to make the broaching cutter tooth is smooth, continuous in withdrawing from participation in the cutting, does not appear at the same time the whole circle cutter tooth cut, and the exit, so as to avoid broaching in appeared in the process of broaching flickering phenomenon, so as to obtain good cutting surface, too to improve the service life of the broach broach. But make oblique to the high cost.
- Q:Pull the rifling when rotating or broach tube rotation or both rotation??
- The barrel to fixed wire using rotary broach rifling
- Q:I am currently in a lathe machinery factory, factory of broaching machine really curious.It is a hole with the kind of cylindrical broach broaching machine, after a day's work is down to a special knife Seurat with special machine tool grinding.Would you please tell me that the diameter of the broach is not smaller since he repaired it? Wouldn't it be possible to process the required size?
- Hello, this is the general grinding grinding angle in the axial size is 2 off the wire, so allow grinding range or to ensure workpiece size.
1. Manufacturer Overview |
|
|---|---|
| Location | Guangdong,China |
| Year Established | 2012 |
| Annual Output Value | US$5 Million - US$10 Million |
| Main Markets | North America South America Eastern Europe Oceania Mid East Eastern Asia Western Europe Central America Northern Europe Southern Europe |
| Company Certifications | ISO 9001:2008 |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | Shenzhen,shenzhen shekou |
| Export Percentage | 81% - 90% |
| No.of Employees in Trade Department | |
| Language Spoken: | English, Chinese |
| b)Factory Information | |
| Factory Size: | Below 1,000 square meters |
| No. of Production Lines | Above 10 |
| Contract Manufacturing | OEM Service Offered Design Service Offered Buyer Label Offered |
| Product Price Range | Average |
Send your message to us
OEM Aluminum Extrusion Parts with Hign Precision In China
- Ref Price:
-
- Loading Port:
- China Main Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 1 Piece pc
- Supply Capability:
- 1000 Pieces per Month pc/month
OKorder Service Pledge
OKorder Financial Service
Similar products



New products






Hot products





Related keywords

