

Continue Casting Steel Billets Manufactured by Blasting Furnace
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 m.t.
- Supply Capability:
- 100000 m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Continue Casting Steel Billet by Blasting Furnace
1.Structure of Continue Casting Steel Billet by Blasting Furnace
Continue Casting Steel Billet by Blasting Furnace is the raw material of all kinds of steel mill. Billet section of square, round, flat, rectangular and abnormity, etc Several, mainly related to shape of rolled products. Simple rolled section steel, choose cross section of square billet or rectangular billet. rolling The sector products such as flat steel, Angle steel, select the rectangular billet or slab. Had better profiled billet when production beams, channels, and in rolling process Lines and improve the yield. The raw material of round billet is the production of seamless tube.
2.Main Features of Continue Casting Steel Billet by Blasting Furnace.
Continue Casting Steel Billet by Blasting Furnace section size should meet the requirements of rolling deformation and finished product quality, but also roll strength and biting condition of restrictions. General steel Billet section height H. And the roll diameter D The ratio of the ( namely H/D) Should be less than or equal to zero 0.5 . Length of steel billet by finishing temperature, Rolling time and the length of the product Or times ruler.
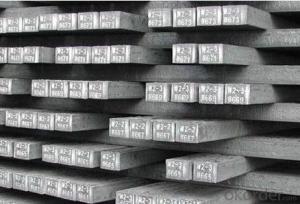
3. Continue Casting Steel Billet by Blasting Furnace Images


4. Continue Casting Steel Billet by Blasting Furnace Specification
Continue Casting Steel Billet by Blasting Furnace rolled steel, after processing can be used for mechanical parts, forging parts, processing all kinds of steel, steel Q345B channel steel, wire rod is the role of the billet. Steel billet is used in the production of semi-finished products, generally cannot be used directly for the society. Steel billets and steel are strictly divided into standard, cannot decide to whether the business enterprise of the final product, and according to unified standards to perform the whole society. Typically, billet and the steel is relatively easy to distinguish, but for some steel billet, and have the same specification and same steel purposes (such as rolling tube billet), whether can be used for other industries, whether through steel processing process, whether through a finished product rolling mill processing to distinguish
5.FAQ of Continue Casting Steel Billet by Blasting Furnace
We have organized several common questions for our clients,may help you sincerely:
①What kinds of the quality problem the continue casting billet may have?
1)Slab of purity(Inclusion quantity, shape, distribution, etc); (2)The surface of the casting defects(Cracks, slag inclusion, porosity, etc); (3)Slab internal defects(Crack, segregation, inclusion, porosity and shrinkage cavity, etc). Slab of purity depends mainly on molten steel into the mold before processing,Namely before pouring molten steel make "clean";Cast to the control process at the same time, don't let the inclusions with steel downward.
②What is the quality problem of the continuous casting billet? The quality of final steel products depends on the quality of casting billet.The quality of casting billet refers to get qualified steel products is allowedThe severity of the casting defects. We care about, what the quality problem of the continuous casting billet can be addressed by electromagnetic stirring, this will certainly involve the quality problems.
When casting to the control process, don't let the inclusions with steel downward. Slab of purity control starts () electric furnace and converter smelting to refining outside the furnace, tundish metallurgy, protective casting and electromagnetic stirring process control of the whole process. Slab surface defect is mainly depends on the solidification process of molten steel in mould, its shell in the mould forming process, mould liquid level fluctuation, the submerged nozzle design, protective slag performance and other factors.Must control the parameters affecting the quality of the surface within the target value, thus producing zero defect of slab, which is the precondition of hot delivery and direct rolling. Slab internal defects including internal cracks, porosity and shrinkage cavity, mainly depends on the slab cooling process in secondary cooling area and slab support system.Reasonable secondary cooling water distribution, backup roll for, prevent slab such as drum belly is the premise to improve internal quality of slab.Slab internal elements segregation, which is related to the whole process. , therefore, in order to obtain good casting quality can according to the different requirements of steel grade and products, in the different stages of continuous casting, such as the ladle, tundish, mold and secondary cooling zone using different techniques, including electromagnetic stirring, effectively control the quality of casting billet.
③How is the quality affect the rolling producing?.
General rolling process using billet continuous casting billet,Rolling billet and forging stock,Basically on the billet steel rolling productionAll have the same requirements,From the steel chemical composition,Overall dimensions,Billet surface and internal qualityRequirements. The requirement of steel grade and chemical composition First should comply with the relevant standard gauge billet grades and chemical compositionDecide,For different types of steel on the content of residual elements in steel have corresponding requirements,But these requirements is to ensure that wireRequired by the quality.Especially I personally think for rolling mainly to chemical composition to uniform Of course, more than the harmful elements,Or gas content is much,Will be unable to save the consequences in the rolling.forThe shape of the billet size requirements are:The cross section shape and allowable deviation of steel,Specified length.The shortest length of short feetAnd proportion, bending, torsion, etc. These requirements are considered the rolling mill production ability into full play,Guarantee for billet heating and rolling smoothly and considerThe comprehensive factors such as the possibility and rationality of certain
- Q:How are steel billets used in the manufacturing of valves and pumps?
- Valves and pumps require steel billets, which are necessary raw materials in their manufacturing process. These billets are cast into specific shapes, typically squares or rectangles, and serve as the foundation for producing valves and pumps. To make valves, steel billets are first heated and then forged or rolled into the desired shape. The billets undergo various processes like cutting, drilling, and machining to create different valve components, including the body, bonnet, disc, stem, and seat. These components are then assembled to form the valve, which controls the flow of fluids or gases in a system. Similarly, in pump manufacturing, steel billets are heated and shaped to create essential parts such as impellers, casings, shafts, and housings. These parts are then assembled to construct a pump, responsible for transferring fluids or gases from one location to another. The use of steel billets in valve and pump manufacturing is crucial due to steel's inherent properties. Steel is highly valued for its strength, durability, and resistance to corrosion, making it ideal for applications in industries where valves and pumps face high pressures, temperatures, and corrosive environments. Moreover, steel's versatility allows manufacturers to customize valves and pumps in terms of size, shape, and specifications to meet the specific requirements of diverse industries and applications. This adaptability ensures that valves and pumps made from steel billets can perform reliably and efficiently in various environments and conditions. In conclusion, steel billets play a vital role in the manufacturing of valves and pumps. Through forging, shaping, and assembly processes, steel billets are transformed into essential components that constitute these crucial industrial devices. The use of steel guarantees the strength, durability, and corrosion resistance needed for valves and pumps to function effectively and endure demanding operational conditions.
- Q:How do steel billets contribute to the overall durability of a product?
- Steel billets play a crucial role in elevating the overall durability of various products, and their contribution cannot be overstated. These semi-finished steel products serve as raw material for further processing in industries such as construction, automotive, and manufacturing. A key factor in the enhanced durability provided by steel billets is their superior strength and toughness. Steel is renowned for its exceptional mechanical properties, including high tensile strength and resistance to deformation, making it an optimal choice for applications that require durability. By utilizing steel billets as the initial material, manufacturers can guarantee that the final product will possess the necessary strength to endure heavy loads, impacts, and external forces. Additionally, steel billets exhibit outstanding corrosion resistance. With proper processing and treatment, steel can withstand rust and other forms of corrosion caused by moisture, chemicals, or environmental factors. This corrosion resistance significantly enhances the durability of the end product by preventing degradation and extending its lifespan. Another advantage of employing steel billets lies in their versatility for customization. Manufacturers can shape and form the billets into various sizes and dimensions to meet the specific requirements of the product. This flexibility enables the production of components that fit together perfectly, reducing the risk of weak points or vulnerabilities in the overall structure. Furthermore, steel's malleability and ductility allow for easy molding and welding, further enhancing the overall strength and durability of the final product. Furthermore, steel billets undergo stringent quality control measures during the manufacturing process. These measures ensure that the billets meet rigorous industry standards and specifications, guaranteeing their reliability and consistency. The utilization of high-quality steel billets, in turn, contributes to the overall durability of the product by providing a sturdy and dependable foundation. In conclusion, steel billets play a pivotal role in enhancing the overall durability of products. Their exceptional strength, corrosion resistance, versatility, and high-quality attributes make them an optimal choice for industries that prioritize durability. By utilizing steel billets as the raw material, manufacturers can create products capable of withstanding demanding conditions, ensuring longevity and customer satisfaction.
- Q:What are the advantages of using steel billets in the oil and gas industry?
- There are several advantages of using steel billets in the oil and gas industry. 1. Strength and Durability: Steel billets are known for their high strength and durability. They can withstand extreme temperatures, pressures, and corrosive environments, making them suitable for use in the oil and gas industry where demanding conditions are common. 2. Resistance to Corrosion: Steel billets are often made from corrosion-resistant alloys or treated with protective coatings to enhance their resistance to corrosion. This is crucial in the oil and gas industry, as it involves the handling of various corrosive substances that can degrade equipment and infrastructure over time. By using steel billets, companies can ensure their equipment lasts longer and operates efficiently. 3. Versatility: Steel billets can be easily shaped and formed into various components, such as pipes, valves, and fittings, making them highly versatile. This allows for customization and adaptability to specific oil and gas projects, enabling companies to meet the unique requirements of different operations. 4. Safety: The oil and gas industry requires materials that can withstand high-pressure environments and potentially hazardous conditions. Steel billets offer excellent safety properties due to their high strength and resistance to extreme conditions. They are less likely to fail or rupture compared to other materials, reducing the risk of accidents and ensuring the safety of personnel and assets. 5. Cost-effectiveness: While steel billets may have higher upfront costs compared to other materials, their durability and resistance to corrosion reduce the need for frequent replacements or repairs. This leads to long-term cost savings for oil and gas companies. Moreover, steel is a widely available material, making it cost-effective to source and produce steel billets. 6. Environmental Sustainability: Steel is a highly recyclable material, and steel billets can be recycled and reused multiple times without losing their properties. This promotes environmental sustainability by reducing waste and conserving resources in the oil and gas industry. In conclusion, the advantages of using steel billets in the oil and gas industry include their strength, durability, resistance to corrosion, versatility, safety, cost-effectiveness, and environmental sustainability. These properties make steel billets a preferred choice for various applications in the industry, contributing to efficient and reliable operations.
- Q:What are the potential applications of steel billets in the automotive industry?
- Steel billets have a wide range of potential applications in the automotive industry due to their exceptional strength and durability. One key application is in the manufacturing of automotive components such as engine blocks, crankshafts, and transmission parts. These components require a material that can withstand high temperatures, heavy loads, and repetitive stress, which steel billets provide. Another important application is in the production of chassis and body panels. Steel billets are often used to create the structural framework of a vehicle, providing the necessary strength and rigidity to ensure safety and stability. Additionally, steel billets can be formed into various shapes and sizes, allowing for the customization of chassis components to meet the specific requirements of different vehicle models. Steel billets are also utilized in the production of suspension systems and steering mechanisms. These parts require a material that can absorb vibrations, dampen shocks, and provide precise control. Steel billets possess these properties, making them an ideal choice for these critical automotive components. Furthermore, steel billets find applications in the production of exhaust systems, as they can withstand high temperatures and corrosive environments. The ability of steel to resist rust and corrosion ensures the longevity of the exhaust system, contributing to the overall performance and efficiency of the vehicle. In summary, the potential applications of steel billets in the automotive industry are vast. From engine components to chassis parts, suspension systems to exhaust systems, steel billets provide the strength, durability, and versatility required to meet the demanding needs of the automotive sector.
- Q:How do steel billets contribute to the manufacturing of rail and transportation systems?
- Steel billets are an essential raw material in the manufacturing of rail and transportation systems. These billets serve as the starting point for the production of various components, such as rails, wheels, axles, and structural supports. Through a series of processes like rolling, forging, and machining, steel billets are transformed into these vital parts, which provide strength, durability, and stability to rail tracks, locomotives, and other transportation vehicles. In summary, steel billets are crucial in ensuring the reliability and safety of rail and transportation systems.
- Q:What is the difference between steel billets and steel bars?
- Steel billets and steel bars are both semi-finished products made from steel, but there are some key differences between them. Firstly, steel billets are typically larger in size compared to steel bars. Billets are usually square or rectangular in shape and have a cross-sectional area of around 36 to 216 square inches. They are often produced through a process called continuous casting, where molten steel is poured into molds and then cooled and solidified. Billets serve as the starting material for various steel products, including bars, rods, and wire. On the other hand, steel bars are smaller in size and have a more standardized shape. They can be round, square, hexagonal, or flat, depending on their intended use. Steel bars are usually produced through a process called hot rolling, where billets are heated and passed through a series of rolling mills to achieve the desired shape and dimensions. Bars are often used in construction, manufacturing, and other industries where strength and durability are required. Another difference between steel billets and steel bars lies in their surface finish. Steel billets usually have a rough, mill-scale surface due to the casting process. In contrast, steel bars have a smoother surface finish, which is achieved through hot rolling and subsequent finishing processes such as peeling, grinding, or polishing. Additionally, while steel billets are primarily used as raw material for further processing, steel bars are the final product that can be directly used in various applications. Steel bars are commonly used in construction projects, as reinforcement in concrete structures, in the production of machinery, tools, and automotive parts, and in many other industrial applications. In summary, the main differences between steel billets and steel bars lie in their size, shape, surface finish, and purpose. Billets are larger, rougher, and serve as the starting material for various steel products, while bars are smaller, have a smoother surface finish, and are the final product used in a wide range of applications.
- Q:What is the cost of steel billets?
- The cost of steel billets can vary depending on various factors such as the current market conditions, demand and supply dynamics, quality and specifications of the billets, and the location of purchase. Steel billet prices are typically quoted in metric tons or short tons. It is advisable to consult steel industry reports, market analysis, or reach out to steel suppliers or distributors for the most accurate and up-to-date pricing information.
- Q:What are the different sizes and shapes of steel billets?
- Steel billets come in a variety of sizes and shapes depending on the intended use and production method. Generally, steel billets are rectangular in shape with varying dimensions. Commonly used sizes range from 100mm x 100mm to 300mm x 300mm, with lengths typically falling between 3 and 12 meters. In addition to the standard rectangular shape, steel billets can also be produced in other shapes to cater to specific requirements. Some examples include round billets, square billets, and octagonal billets. Round billets, as the name suggests, have a circular cross-section, while square billets have four equal sides. Octagonal billets have eight sides, providing increased surface area and improved thermal conductivity. The choice of size and shape of steel billets depends on various factors such as the type of steel being produced, the desired strength and durability, and the manufacturing process. These factors influence the final product's properties and its ability to withstand specific applications, such as construction, automotive manufacturing, or machinery production.
- Q:What is carbon accumulation?
- Generally refers to the polycarbonate, PC, is a kind of thermoplastic plastics, good transparency, good mechanical properties, surface hardness, common uses such as CD, plastic glasses, a fence, protective window, public places, vacuum cleaners, coffee machine, juicer barrel, refrigerator shelf, pure such as the bucket.
- Q:How do steel billets contribute to the manufacturing of defense equipment?
- The role of steel billets in the manufacturing of defense equipment cannot be overstated. These semi-finished steel products serve as vital raw materials in various manufacturing processes. In order to meet the demands of defense equipment, materials must possess strength, durability, and the ability to withstand extreme conditions. Steel billets fulfill these requirements flawlessly. When it comes to defense manufacturing, steel billets are primarily utilized in the production of armored vehicles and tanks. The construction of these vehicles necessitates resistance against ballistic threats and the ability to protect soldiers inside. Steel billets, known for their exceptional strength and toughness, are the optimal choice for manufacturing armor plates used in these vehicles. Through the transformation of billets into thick, hardened steel plates, excellent ballistic resistance is achieved, enabling them to withstand high-velocity impacts. Furthermore, steel billets play a crucial role in the production of weaponry, including firearms and missiles. These weapons require materials capable of handling the intense pressure and heat generated during firing or launching. Steel billets, possessing high tensile strength and heat resistance, provide the necessary foundation for creating barrels, chambers, and other critical components of these weapons. In addition, steel billets contribute to the manufacturing of defense equipment by being employed in the production of various support structures and infrastructure. This encompasses military facilities, such as hangars, barracks, and storage facilities, which demand robustness and security. Steel billets are transformed into beams, columns, and other structural elements that provide strength and stability to these buildings. To summarize, steel billets are an indispensable component in defense equipment manufacturing. Their strength, durability, and capacity to withstand extreme conditions make them ideal for producing armored vehicles, weaponry, and support structures. By utilizing steel billets, defense manufacturers can ensure the production of high-quality, reliable equipment that meets the stringent requirements of the defense sector.
1. Manufacturer Overview |
|
|---|---|
| Location | |
| Year Established | |
| Annual Output Value | |
| Main Markets | |
| Company Certifications | |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | |
| Export Percentage | |
| No.of Employees in Trade Department | |
| Language Spoken: | |
| b)Factory Information | |
| Factory Size: | |
| No. of Production Lines | |
| Contract Manufacturing | |
| Product Price Range | |
Send your message to us
Continue Casting Steel Billets Manufactured by Blasting Furnace
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 m.t.
- Supply Capability:
- 100000 m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products





New products





Hot products




Related keywords

