

Continue Casting Steel Billet by Blast Furnace
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 25 m.t.
- Supply Capability:
- 10000 m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Continue Casting Steel Billet by Blast Furnace
1.Structure of Continue Casting Steel Billet by Blast Furnace
Continue casting steel billet by blast furnace is the raw material of all kinds of steel mill. Billet section of square, round, flat, rectangular and abnormity, etc Several, mainly related to shape of rolled products. Simple rolled section steel, choose cross section of square billet or rectangular billet. rolling The sector products such as flat steel, Angle steel, select the rectangular billet or slab. Had better profiled billet when production beams, channels, and in rolling process Lines and improve the yield. The raw material of round billet is the production of seamless tube.
2.Main Features of Continue Casting Steel Billet by Blast Furnace.
Continue Casting Steel Billet by Blast Furnace section size should meet the requirements of rolling deformation and finished product quality, but also roll strength and biting condition of restrictions. General steel Billet section height H. And the roll diameter D The ratio of the ( namely H/D) Should be less than or equal to zero 0.5 . Length of steel billet by finishing temperature, Rolling time and the length of the product Or times ruler. When heated too long accident prone to bump the furnace wall of steel, too short, furnace bottom utilization rate is not high, influence the heating furnace production. For the production Choose a variety of steel and steel billet, should consider the affinities of billet, as far as possible in order to improve the productivity of the roughing mill, simplify the stock management of workshop.
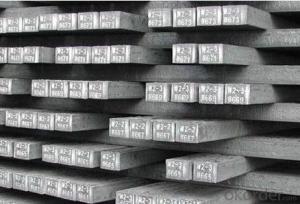
3. Continue Casting Steel Billet by Blast Furnace Images


4. Continue Casting Steel Billet by Blast Furnace Specification
Continue Casting Steel Billet by Blast Furnace rolled steel, after processing can be used for mechanical parts, forging parts, processing all kinds of steel, steel Q345B channel steel, wire rod is the role of the billet. Steel billet is used in the production of semi-finished products, generally cannot be used directly for the society. Steel billets and steel are strictly divided into standard, cannot decide to whether the business enterprise of the final product, and according to unified standards to perform the whole society. Typically, billet and the steel is relatively easy to distinguish, but for some steel billet, and have the same specification and same steel purposes (such as rolling tube billet), whether can be used for other industries, whether through steel processing process, whether through a finished product rolling mill processing to distinguish
Material standard The editor Range of thickness: 150-240 - mm + / - 5 mm width range: 880-1530 - mm + / - 20 mm Length: 3700-10000 - mm + / - 500 - mm Cross-sectional size: 64 * 64; 82 * 82; 98 * 98; 124 * 124; 120 * 150; 152 * 164; 152 * 170 mm Length: 9000 mm Section of tolerance: billet: 1.0 + / - 2.0-1.0 + / - 1.0 mm slab: width: + / - 2.0 mm thickness: + / - 3.0 mm The length tolerance: + / - 200 mm Section diagonal tolerance: 3.5-8.0 MM Billet section size protrusions requirements: < 1242 mm, do not allow; > = 1242 mm, < = 2 mm 1242 mm, < = 3 mm Beheading (shear) extension deformation: < 1242 mm billet: no control; The slab: < = 15 mm Surface tilt: no more than billet section 0.1 Bending: every 1 m length is not more than 10 mm The distortion: length < = 5 m, < = 11. ; The length of the < = 7.5 M, < = 5. Material % 3 sp/PS chemical composition: C Mn Si S P
5.FAQ of Continue Casting Steel Billet by Blast Furnace
We have organized several common questions for our clients,may help you sincerely:
①How about your company?
A world class manufacturer & supplier of castings forging in carbon steel and alloy steel,is one of the large-scale professional investment casting production bases in China,consisting of both casting foundry forging and machining factory. Annually more than 8000 tons Precision casting and forging parts are exported to markets in Europe,America and Japan. OEM casting and forging service available according to customer’s requirements.
②How to guarantee the quality of the products?
We have established the international advanced quality management system,every link from raw material to final product we have strict quality test;We resolutely put an end to unqualified products flowing into the market. At the same time, we will provide necessary follow-up service assurance.
③How is the packaging and delivery?
Exporting Package with the steel material cover and the delivery term is based on the project.
- Q:Are steel billets used in the aerospace industry?
- Undoubtedly, steel billets find usage in the aerospace field. Steel holds immense importance in the aerospace sector owing to its exceptional strength, durability, and resistance against corrosion. As semi-finished steel products, steel billets assume a solid form and serve as raw materials for crafting diverse components in the construction of aircraft and spacecraft. These billets frequently undergo further processing, such as forging, rolling, or extrusion, to attain the desired shapes and sizes necessary for aerospace applications. These components encompass vital structural parts like frames, wings, landing gears, and engine components, wherein the strength and dependability of steel are paramount to ensuring the safety and performance of the aircraft. Furthermore, steel billets also find employment in the production of tools, fixtures, and machinery employed within the aerospace industry. As a whole, steel billets play a momentous role in the aerospace field, contributing to the manufacturing of robust, reliable, and high-performance aerospace equipment.
- Q:How are steel billets used in the production of marine components?
- Steel billets are an integral part of the production process for marine components. These components, such as ship propellers, hulls, and offshore structures, require a high level of strength, durability, and corrosion resistance to withstand the harsh conditions of the marine environment. Steel billets are essentially semi-finished products in the form of a solid rectangular shape. They are typically made by casting liquid steel into molds and then allowing it to cool and solidify. These billets are then used as raw material in the manufacturing of various marine components. In the production of marine components, steel billets are first heated to a specific temperature to soften the material. This process, known as hot rolling, allows the billets to be shaped into different forms, such as bars, rods, or sheets, depending on the specific requirement of the component being produced. Once the desired shape is achieved, the steel billets are subjected to further processes like forging, machining, and welding. Forging involves applying pressure to the heated billets to shape them into the desired marine component. Machining is carried out to refine the shape, size, and surface finish of the component, ensuring it meets the required specifications. Welding is used to join different steel billets or sections together to form larger marine components, such as ship hulls. The use of steel billets in the production of marine components offers several advantages. Steel is a strong and durable material that can withstand the extreme forces and conditions encountered in the marine environment. Additionally, steel has excellent corrosion resistance properties, which are essential for marine components exposed to saltwater and other corrosive agents. In conclusion, steel billets play a crucial role in the production of marine components. They serve as the raw material that is shaped, refined, and joined together to create strong, durable, and corrosion-resistant components for ships, offshore structures, and other marine applications.
- Q:What are the main differences between hot-rolled and cold-rolled steel billets?
- The main differences between hot-rolled and cold-rolled steel billets lie in the manufacturing process and the resulting characteristics of the steel. Hot-rolled steel billets are produced at high temperatures, resulting in a rougher surface and less precise dimensions. They are more malleable and ductile, making them suitable for applications that require shaping or bending. On the other hand, cold-rolled steel billets are manufactured at room temperature, resulting in a smoother and more precise surface finish with tighter dimensional tolerances. Cold-rolled steel billets are stronger and exhibit better surface hardness, making them ideal for applications that require strength, precision, and a superior surface finish.
- Q:What are the main factors that affect the competitiveness of steel billets manufacturers?
- The competitiveness of steel billets manufacturers is heavily influenced by multiple factors. These factors have the ability to determine whether a manufacturer succeeds or fails in the highly competitive steel industry. 1. Raw material costs play a crucial role in determining competitiveness. The cost and availability of raw materials, such as iron ore and coal, have a significant impact. Fluctuations in these prices can affect overall production costs, so manufacturers must ensure they have a reliable and cost-effective source of raw materials. 2. Another key factor is production efficiency. Manufacturers need to streamline their production processes and utilize advanced technology to maximize output while minimizing costs. By improving production efficiency, manufacturers can achieve economies of scale, ultimately enhancing their competitiveness. 3. Quality control is of utmost importance. The quality of steel billets directly affects the performance and durability of the final products. Manufacturers must implement stringent quality control measures to meet industry standards consistently. By consistently producing high-quality steel billets, manufacturers can gain a competitive edge. 4. Keeping up with technological advancements is crucial for competitiveness. Manufacturers should invest in advanced machinery, automation, and digitalization to improve production efficiency, reduce costs, and enhance product quality. By adopting new technologies and continuously innovating, manufacturers can stay ahead of their competitors. 5. Energy costs significantly impact competitiveness. Steel billets manufacturing involves energy-intensive processes, and the cost of energy can be a determining factor. Access to affordable and reliable energy sources is essential for manufacturers to maintain competitive prices. 6. Market demand and competition are significant factors. Manufacturers must have a deep understanding of market trends, customer preferences, and emerging applications. This knowledge allows them to align their production accordingly. Additionally, a strong marketing strategy is necessary to effectively compete with other manufacturers. 7. Skilled labor availability is crucial. Skilled workers with expertise in steel production processes contribute to improved efficiency and quality. Manufacturers should invest in training programs and focus on attracting and retaining skilled workers to maintain competitiveness. 8. Government regulations and policies can impact competitiveness. Compliance with environmental regulations, labor laws, and trade policies can add to costs and administrative burden for manufacturers. Adapting to changing regulations and aligning with industry standards is necessary to maintain competitiveness. In conclusion, the competitiveness of steel billets manufacturers is influenced by various factors. Raw material costs, production efficiency, quality control, technological advancements, energy costs, market demand and competition, access to skilled labor, and government regulations all play a role. Addressing these factors strategically is essential for manufacturers to stay competitive in the ever-evolving steel industry.
- Q:After processing to the color coating board, is there a fare increase of 1000?The price of galvanized coil is about +350 per ton of cold-rolled steel at present What about the cost of billet to cold rolling?What is the final cost of making the color coated sheet? How do you figure that?
- The cost of billet to cold rolling is about 1000Galvanized to color coated sheet costs vary greatly, generally around 300, a high of 500
- Q:Can steel billets be used for making architectural structures?
- Yes, steel billets can be used for making architectural structures. Steel billets are commonly used as a raw material in the construction industry for various applications including the fabrication of beams, columns, and other structural components. The high strength and durability of steel make it an ideal choice for architectural structures, providing stability and structural integrity to buildings.
- Q:Billet heating furnace prices?
- The reheating furnace control mode according to the different tonnage, heating medium, price range, or recommendations according to your requirements, find good few industry units do offer the program, compared to eradicate the solution and quotation.
- Q:How do steel billets contribute to the manufacturing of furniture?
- Steel billets play a crucial role in the manufacturing of furniture by providing the essential raw material necessary for creating sturdy and durable frames. These billets are semi-finished steel products that are typically rectangular in shape and are produced through a process called casting or hot rolling. Once the steel billets are obtained, they can be further processed by different manufacturing techniques such as forging, extrusion, or machining to shape them into various furniture components. These components may include chair and table frames, bed frames, and other structural elements that require strength and stability. The use of steel billets in furniture manufacturing offers several advantages. Firstly, steel is known for its exceptional strength and durability, making it an ideal material for creating furniture that can withstand heavy loads and regular use. The use of steel billets ensures that the furniture is robust and long-lasting, reducing the need for frequent replacements. Additionally, steel billets provide flexibility in design as they can be easily shaped and molded into different forms. This allows furniture manufacturers to create intricate and unique designs that meet the aesthetic preferences of customers. Moreover, steel billets can be easily welded, allowing for the seamless joining of different components, resulting in a more cohesive and visually appealing final product. Furthermore, steel is highly resistant to corrosion, which is essential for furniture that may be exposed to moisture or environmental factors. The use of steel billets ensures that the furniture remains corrosion-free, maintaining its appearance and structural integrity over time. In conclusion, steel billets are indispensable in the manufacturing of furniture as they provide the necessary strength, durability, and flexibility required for creating sturdy frames and structural components. Their use allows furniture manufacturers to produce high-quality products that are long-lasting, visually appealing, and resistant to corrosion.
- Q:How do steel billets contribute to the oil and gas industry?
- The oil and gas industry heavily relies on steel billets, which play a crucial role in numerous applications. These semi-finished metal products serve as vital raw materials for manufacturing pipes, valves, fittings, and other equipment necessary for extracting, transporting, and refining oil and gas. The primary application of steel billets in this industry involves producing seamless pipes. These pipes are essential for securely and reliably transporting oil and gas over long distances. Steel billets are heated and rolled to form seamless pipes that offer exceptional strength, durability, and resistance to high-pressure environments. Offshore drilling, subsea pipelines, and other critical activities in the oil and gas sector rely on these pipes. Additionally, steel billets are utilized in manufacturing valves and fittings that are essential for oil and gas infrastructure. Valves play a vital role in controlling the flow of oil and gas during production and transportation processes. Steel billets are shaped into valve bodies, which are then machined precisely to ensure proper functionality and reliability. Similarly, fittings such as couplings, elbows, and tees, are made from steel billets to create a secure and leakage-free system that connects different sections of pipelines and equipment. Moreover, steel billets are a primary material for constructing storage tanks and pressure vessels in the oil and gas industry. These tanks are used to store crude oil, natural gas, and various petroleum products. Steel billets are transformed into plates, which are then welded together to form these large-scale storage containers. The inherent strength and corrosion resistance of steel make it an ideal material for ensuring the safe containment of valuable resources. In conclusion, steel billets are indispensable in the oil and gas industry as they are transformed into various components required for extraction, transportation, and refining processes. From seamless pipes for long-distance transportation to valves, fittings, and storage tanks, steel billets provide the necessary strength, durability, and reliability demanded by this challenging industry.
- Q:What is the difference between continuous casting billet and cast billet?
- but with high-grade continuous casting line (full protection casting, electromagnetic stirring, liquid stopper control) compared both have a big difference in the crystal, oxidation, surface quality.
1. Manufacturer Overview |
|
|---|---|
| Location | |
| Year Established | |
| Annual Output Value | |
| Main Markets | |
| Company Certifications | |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | |
| Export Percentage | |
| No.of Employees in Trade Department | |
| Language Spoken: | |
| b)Factory Information | |
| Factory Size: | |
| No. of Production Lines | |
| Contract Manufacturing | |
| Product Price Range | |
Send your message to us
Continue Casting Steel Billet by Blast Furnace
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 25 m.t.
- Supply Capability:
- 10000 m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products





New products






Hot products





Related keywords

