
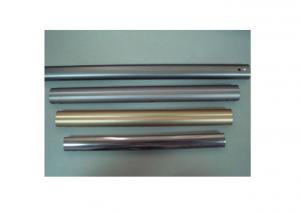
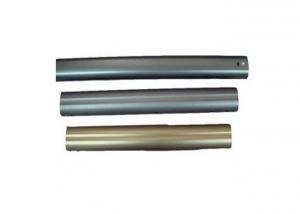
Aluminum Extrusion with Color Anodize Part
- Ref Price:
-

- Loading Port:
- China Main Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 10 Pieces pc
- Supply Capability:
- 1000 Pieces per Day pc/month
OKorder Service Pledge
Quality Product, Order Online Tracking, Timely Delivery
OKorder Financial Service
Credit Rating, Credit Services, Credit Purchasing
You Might Also Like








Detailed Product Description
aluminum milling components
1.Materials:aluminum
2.Process:extrusion
3.High precision
Description:
Material:Aluminum
Surface treatment:color anodize
Process:extrusion
Selling point:
Precision
High quality,ISO9001:2008
Factory direct price and best service
Could customized by any appoint material and specifications
Details for order:
| Processing | CNC Machining, Turning, Milling, Stamping, Die Casting, injection mould,4&5 axis machining | |||||||
| Applicable Material | Aluminum/zinc alloy, iron, steel alloy, plastic, brass, steel, and stainless steel | |||||||
| Surface treatment | polishing,zinc plating,nickel plating,chrome plating,anodizing. | |||||||
| Drawing format | IGS,SLD 2012,X_T,STEP,CAD 2012 and PDF | |||||||
| Annual Capacity: | 200,000pcs | |||||||
| MOQ: | 1-10pcs | |||||||
| Tolerance: | 0.01mm-0.05mm | |||||||
| Lead Time: | 7-10 days(Samples) | |||||||
| QC System: | Select or 100% inspection before shipment. | |||||||
| Payment Terms: | L/C,T/T ,Paypal&Western Union is acceptable. | |||||||
| Packagings: | Standard package/ Pallet or container/As per customized specifications. | |||||||
| Shipment Terms: | express&air freight priority/sea freight/ As per customized specifications. | |||||||
- Q:Know how to draw Broaches for involute internal spline parameters
- Are you going to pull the spline or external spline spline parameters is of course laane internal spline broach to do;There are many factors in designing broaches, such as machine tool chucks, maximum broaching length, dimension and so on;General to broach company can do, they know how to do, need what parameters will call you to provide
- Q:Hope to find a complex tool to do good enterprises, especially broaches do good, quality and Harbin first tool factory and other veteran manufacturers almost or almost no, but the price is relatively cheap, a lot of, thank you
- If the broach requires high accuracy. Find a good factory. If you are producing or looking for cheap private companies, you can use the same price difference.
- Q:CNC Lathe Feed base surface is floating, there is no good way to solve?
- A base level is processed in advance
- Q:5.6 small caliber gun rifling production line with much manual broach
- The general value of deep rifling line diameter of the gun bore 2%. 5.72 or 5.75 arrows that broach,
- Q:Ask, what does broach mean?
- Each department has its own general skills, general skills of broach is gold system, can increase the damage of broach,
- Q:Is this a standard part, or is it only required to buy the finished products from other factories, or do you want to design and size it yourself?
- General milling machine seems to be a root screw, if the NC milling machine is pneumatic or hydraulic broach device. CNC accessories sold, the package should also have, but very expensive. Not interchangeable by different manufacturers. Structurally simple steel ball with broach claws.
- Q:Why is the tooth shape of broach oblique?
- Because the broaching method of broach is done by layer by layer, the required inner spline shape is eventually machined out. Therefore, the blade of the broach is tilted from front to back
- Q:Microcrystalline stone tile for broach can open it
- The microcrystal surface will collapse
- Q:I am currently in a lathe machinery factory, factory of broaching machine really curious.It is a hole with the kind of cylindrical broach broaching machine, after a day's work is down to a special knife Seurat with special machine tool grinding.Would you please tell me that the diameter of the broach is not smaller since he repaired it? Wouldn't it be possible to process the required size?
- Repair is the front edge of the broach, the blade has a wide blade. After grinding, only the edges become narrower and have nothing to do with the outer circle. Unless the grinding too much, will affect the outer diameter of the cutter tooth. However, the last 4-5 teeth of the broach are the correcting teeth for correcting the outer circle, so the sharpening broach has no influence on the final processing size.
- Q:Machining center spindle broach can not reach the designated position, how to adjust?
- Transfer the nut of the pull rod and remove the main plate
The quality policy is "customer satisfaction". We aim to meet the customers' requirements. With high quality products and competitive price, we have customers in Europe, America, Canada, Australia, Southeast Asia and other countries and regions.This approach of subcontracting offers you technical support in the engineering phase, speed in the prototyping phases, flexibility in the pre-production phase and low piece prices in the volume production phase.
1. Manufacturer Overview |
|
|---|---|
| Location | Guangdong,China |
| Year Established | 2012 |
| Annual Output Value | US$5 Million - US$10 Million |
| Main Markets | North America South America Eastern Europe Oceania Mid East Eastern Asia Western Europe Central America Northern Europe Southern Europe |
| Company Certifications | ISO 9001:2008 |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | Shenzhen,shenzhen shekou |
| Export Percentage | 81% - 90% |
| No.of Employees in Trade Department | |
| Language Spoken: | English, Chinese |
| b)Factory Information | |
| Factory Size: | Below 1,000 square meters |
| No. of Production Lines | Above 10 |
| Contract Manufacturing | OEM Service Offered Design Service Offered Buyer Label Offered |
| Product Price Range | Average |
Send your message to us
Aluminum Extrusion with Color Anodize Part
- Ref Price:
-
- Loading Port:
- China Main Port
- Payment Terms:
- TT or LC
- Min Order Qty:
- 10 Pieces pc
- Supply Capability:
- 1000 Pieces per Day pc/month
OKorder Service Pledge
Quality Product, Order Online Tracking, Timely Delivery
OKorder Financial Service
Credit Rating, Credit Services, Credit Purchasing
Similar products



New products






Hot products




Related keywords

