

Alloyed Steel Billets or Blooms Manufactured by Continue Casting Furnace
- Ref Price:
-

- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 m.t.
- Supply Capability:
- 10000 m.t./month
OKorder Service Pledge
OKorder Financial Service
You Might Also Like








Alloyed Steel Billets or Blooms Manufactured by Continue Casting Furnace
1.Structure of Alloyed Steel Billets or Blooms Manufactured by Continue Casting Furnace
Steel Billets Manufactured by Continue Casting is the raw material of all kinds of steel mill. Billet section of square, round, flat, rectangular and abnormity, etc Several, mainly related to shape of rolled products. Simple rolled section steel, choose cross section of square billet or rectangular billet. rolling The sector products such as flat steel, Angle steel, select the rectangular billet or slab. Had better profiled billet when production beams, channels, and in rolling process Lines and improve the yield. The raw material of round billet is the production of seamless tube.
2.Main Features of Alloyed Steel Billets or Blooms Manufactured by Continue Casting Furnace.
Steel Billets Manufactured by Continue Casting section size should meet the requirements of rolling deformation and finished product quality, but also roll strength and biting condition of restrictions. General steel Billet section height H. And the roll diameter D The ratio of the ( namely H/D) Should be less than or equal to zero 0.5 . Length of steel billet by finishing temperature, Rolling time and the length of the product Or times ruler. When heated too long accident prone to bump the furnace wall of steel, too short, furnace bottom utilization rate is not high, influence the heating furnace production. For the production Choose a variety of steel and steel billet, should consider the affinities of billet, as far as possible in order to improve the productivity of the roughing mill, simplify the stock management of workshop.
There are three shapes of the steel billets: square billet, slab, rectangular billet The Chinese billet, rectangular billet is mainly suitable for rolling hot rolled strip, building reinforced bar, Ordinary wire, high speed wire rod and various small profile. Of the slab are mainly used for rolling plate and hot coil sheet.
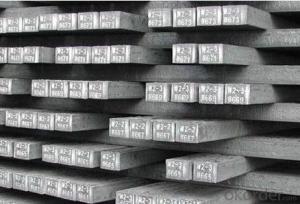
3. Alloyed Steel Billets or Blooms Manufactured by Continue Casting Furnace Images


4. Alloyed Steel Billets or Blooms Manufactured by Continue Casting Furnace Specification
Steel Billets Manufactured by Continue Casting rolled steel, after processing can be used for mechanical parts, forging parts, processing all kinds of steel, steel Q345B channel steel, wire rod is the role of the billet. Steel billet is used in the production of semi-finished products, generally cannot be used directly for the society. Steel billets and steel are strictly divided into standard, cannot decide to whether the business enterprise of the final product, and according to unified standards to perform the whole society. Typically, billet and the steel is relatively easy to distinguish, but for some steel billet, and have the same specification and same steel purposes (such as rolling tube billet), whether can be used for other industries, whether through steel processing process, whether through a finished product rolling mill processing to distinguish
Material standard The editor Range of thickness: 150-240 - mm + / - 5 mm width range: 880-1530 - mm + / - 20 mm Length: 3700-10000 - mm + / - 500 - mm Cross-sectional size: 64 * 64; 82 * 82; 98 * 98; 124 * 124; 120 * 150; 152 * 164; 152 * 170 mm Length: 9000 mm Section of tolerance: billet: 1.0 + / - 2.0-1.0 + / - 1.0 mm slab: width: + / - 2.0 mm thickness: + / - 3.0 mm The length tolerance: + / - 200 mm Section diagonal tolerance: 3.5-8.0 MM Billet section size protrusions requirements: < 1242 mm, do not allow; > = 1242 mm, < = 2 mm 1242 mm, < = 3 mm Beheading (shear) extension deformation: < 1242 mm billet: no control; The slab: < = 15 mm Surface tilt: no more than billet section 0.1 Bending: every 1 m length is not more than 10 mm The distortion: length < = 5 m, < = 11. ; The length of the < = 7.5 M, < = 5. Material % 3 sp/PS chemical composition: C Mn Si S P
5.FAQ of Alloyed Steel Billets or Blooms Manufactured by Continue Casting Furnace
We have organized several common questions for our clients,may help you sincerely:
①How about your company?
A world class manufacturer & supplier of castings forging in carbon steel and alloy steel,is one of the large-scale professional investment casting production bases in China,consisting of both casting foundry forging and machining factory. Annually more than 8000 tons Precision casting and forging parts are exported to markets in Europe,America and Japan. OEM casting and forging service available according to customer’s requirements.
②The causes of surface transverse crack and prevent method have?
Transverse cracks in the slab vibration mark the surface of the inner arc wave trough, is usually not hidden, crack depth can be up to 7 mm, width is 0.2 mm.Cracks in the existing body of the mesh area.The cause of general is disorder caused by the continuous casting process control.Such as: vibration mark too deep, Al, N content in steel, prompting particle (A1N) in the grain boundary precipitates, induced transverse crack;Billet straightening within the range of brittleness temperature 700 ~ 900 ℃;Secondary cooling is too strong, and so on. Continuous casting process and some measures to prevent the transverse crack in general are: mold using high frequency small amplitude;With smooth and weak cooling, secondary cooling and make the slab surface temperature greater than 900 ℃;Mould liquid level is stable, and USES the good lubrication performance, low viscosity of protecting slag. In general, M - EMS has little effect on the transverse crack, but the end of the electromagnetic stirring (F - EMS) can make the slab surface temperature picks up, can make the transverse crack caused by vibration mark (small) in the next row, especially the air cooling zone, not force and continue to expand, especially for casting machine technology of straightening temperature may be lower than 900 ℃, more degradation effect
③What is the advantage of the continue Casting steel billet comparing to the die casting steel billet?And how is the process?
Compared with die casting, continuous casting has the advantages of: 1. To simplify the Steel billet The production process 2. Improve the metal yield 3. Improve the quality of the billet 4. Reduces the steel worker's labor intensity 5. Save energy and reduce consumption
Steel billet is produced by the method of through three processes: It is through the steelmaking system of continuous casting equipment, directly by the molten steel pouring into billet; The second is the steelmaking system in the production of steel ingot casting billet through system of steel rolling rolling equipment or processing of steel semi-finished products; Three is the steelmaking system production of steel ingot by forging the semi-finished product processing equipment.
- Q:How are steel billets used in the production of tooling?
- Steel billets are an essential component in the production of tooling. Tooling refers to the process of manufacturing tools or machinery components used in various industries. Steel billets, which are semi-finished steel products, play a crucial role in this process due to their excellent properties. Firstly, steel billets are transformed into different shapes and sizes through a process called forging. This involves applying heat and pressure to the billet, which then allows it to be molded into the desired form. The forged steel billets serve as the foundation for creating various tooling components, such as dies, molds, punches, and cutting tools. The strength and durability of steel billets make them ideal for tooling applications. Steel is known for its high tensile strength, which enables the tools to withstand heavy loads and resist deformation during operation. Moreover, steel billets can be heat-treated to enhance their hardness, toughness, and wear resistance, further improving the tool's performance and longevity. Furthermore, steel billets offer excellent machinability, allowing them to be easily cut, drilled, or shaped into intricate designs. This flexibility allows tooling manufacturers to create complex and customized tooling components that meet specific industry requirements. Once the steel billets have been forged and machined into the desired shape, they undergo additional processes such as grinding, polishing, and coating to achieve the final tooling product. These finishing processes ensure that the tool's surface is smooth, free from imperfections, and resistant to corrosion. In summary, steel billets are crucial in the production of tooling due to their strength, durability, and machinability. They serve as the starting point for creating various tooling components, which are then utilized in industries ranging from automotive manufacturing to aerospace. The versatility and reliability of steel billets make them an essential material in tooling production, ensuring the quality and performance of the tools used in various applications.
- Q:The role of carbon content in steels
- 2., the formation of carbide structure, can improve the hardness and wear resistance of steel, such as cementite, or Fe3C, that is, carbide organizationTherefore, the higher the carbon content in carbon steel, the higher the strength and hardness of the steel, but the plasticity and toughness will also be reduced. On the contrary, the lower the carbon content, the higher the plasticity and toughness of the steel, and its strength and hardness will also decrease
- Q:How are steel billets used in the manufacturing of shipbuilding parts?
- Steel billets are used in the manufacturing of shipbuilding parts as they serve as the primary raw material for shaping and forming various components. These billets are heated and then passed through a series of rolling processes to produce different shapes, such as plates, beams, and angles, which are essential for constructing the hull, decks, and structural components of ships. The strength and durability of steel billets make them ideal for withstanding the harsh conditions at sea, ensuring the integrity and longevity of shipbuilding parts.
- Q:How are the surface defects of steel billets repaired?
- The surface defects of steel billets can be repaired through various methods, depending on the type and severity of the defect. Some common surface defects include cracks, seams, laps, and scale. One method of repairing surface defects is through grinding or milling. This involves removing the surface layer of the billet using abrasive tools or machines. Grinding can effectively eliminate small defects such as scale, pits, or minor cracks. However, it may not be suitable for deep or extensive defects. For more severe defects like cracks or seams, a common repair technique is welding. The damaged areas are preheated to a suitable temperature, and then the cracks or seams are filled using welding electrodes or filler materials. This process requires skilled welders to ensure proper fusion and strength of the repaired area. In some cases, surface defects can be repaired through mechanical methods such as peening or hammering. These techniques involve using specialized tools to reshape and smooth out the affected areas. Peening can be effective for eliminating shallow cracks or surface irregularities. Ultrasonic testing is another method used to identify and repair surface defects in steel billets. It involves using high-frequency sound waves to detect any hidden cracks or flaws. Once the defects are identified, appropriate repair methods can be employed. It is important to note that the repair process for surface defects in steel billets requires careful inspection and assessment to determine the most suitable method. Quality control measures must be put in place to ensure that the repaired billets meet the required standards for strength and integrity.
- Q:What are the main factors affecting the corrosion resistance of carbon steel billets?
- Several primary factors influence the corrosion resistance of carbon steel billets. 1. Composition: The composition of carbon steel billets plays a vital role in determining their resistance to corrosion. Certain alloying elements, such as chromium, nickel, and copper, can enhance their corrosion resistance by forming a protective layer on the steel surface and preventing the formation of rust or other corrosive products. 2. Environmental conditions: The corrosion resistance of carbon steel billets is also influenced by the environment in which they are exposed. Factors like humidity, temperature, pH level, and the presence of corrosive substances like acids or salts can accelerate the corrosion process. For example, high humidity and acidic conditions can increase the rate of corrosion. 3. Surface condition: The condition of the carbon steel billet's surface is crucial for its corrosion resistance. Any imperfections, scratches, or roughness on the surface can serve as initiation sites for corrosion. To minimize the chances of corrosion, it is essential to maintain a smooth and clean surface. 4. Protective coatings: The application of protective coatings, such as paints, varnishes, or corrosion inhibitors, can significantly enhance the corrosion resistance of carbon steel billets. These coatings act as a barrier between the steel surface and the corrosive environment, thereby reducing direct contact and slowing down the corrosion rate. 5. Galvanic corrosion: Carbon steel billets can experience galvanic corrosion when they come into contact with dissimilar metals or alloys in the presence of an electrolyte. The difference in electrical potential between the metals creates a galvanic cell, leading to accelerated corrosion of the less noble metal (carbon steel). Proper insulation or the use of sacrificial anodes can help mitigate galvanic corrosion. In conclusion, the corrosion resistance of carbon steel billets is influenced by factors such as composition, environmental conditions, surface condition, protective coatings, and the possibility of galvanic corrosion. By taking these factors into account and implementing appropriate measures, the corrosion resistance of carbon steel billets can be effectively improved.
- Q:What are the main factors affecting the weldability of steel billets?
- There are several main factors that affect the weldability of steel billets. Firstly, the composition of the steel billet plays a significant role. The presence of certain elements, such as carbon, sulfur, phosphorus, and nitrogen, can have a detrimental effect on weldability. Higher carbon content, for example, can lead to the formation of brittle regions in the weld zone. Similarly, elements like sulfur and phosphorus can cause porosity and other defects in the weld. Secondly, the heat treatment history of the steel billet is another important factor. Processes like annealing, quenching, and tempering can alter the microstructure of the steel, affecting its mechanical properties and weldability. For instance, a steel billet that has been excessively hardened may experience cracking during the welding process. Thirdly, the presence of impurities and contaminants in the steel billet can adversely affect weldability. These impurities can lead to the formation of inclusions or other defects in the weld, reducing its strength and integrity. It is crucial to ensure that the steel billet is clean and free from contaminants before welding. The size and shape of the steel billet also impact weldability. Thicker billets, for example, require higher heat input during welding, which can lead to increased residual stresses and distortion. Similarly, complex geometries or irregular shapes may make it challenging to achieve proper joint penetration and fusion during welding. Lastly, the welding process itself can influence the weldability of steel billets. Factors such as welding technique, heat input, welding speed, and the use of filler materials can all affect the quality of the weld. It is essential to select the appropriate welding process and parameters to ensure a sound and defect-free weld. Overall, the main factors affecting the weldability of steel billets include composition, heat treatment history, impurities, size and shape, and the welding process. Considering and managing these factors is crucial to achieve high-quality welds and ensure the integrity and performance of steel structures.
- Q:What are the different types of steel billet casting defects?
- There are several types of steel billet casting defects, including surface defects like cracks, laps, and scabs, as well as internal defects such as shrinkage cavities, porosity, and inclusions.
- Q:How do steel billets contribute to the oil and gas industry?
- Steel billets contribute to the oil and gas industry by being used as a key material for the construction of various equipment and infrastructure. These billets are transformed into pipes, valves, fittings, and other components that are crucial for the extraction, transportation, and processing of oil and gas. The strength and durability of steel make it ideal for withstanding the harsh conditions and high pressures encountered in these operations, ensuring the safety and efficiency of the industry.
- Q:What is the purpose of steel billets?
- Steel billets have a vital role in the steel manufacturing industry, as they act as the primary material for producing a range of steel products. These billets are semi-finished goods that usually have a square or rectangular shape, and they are created through the casting or hot rolling process. Once formed, these billets undergo further processing, including forging, rolling, or extrusion, to manufacture finished steel products such as bars, rods, wire, pipes, and tubes. The significance of steel billets lies in their ability to provide a consistent and uniform starting material that can be easily molded and shaped into various products. With desirable qualities like strength, durability, and ductility, these billets are well-suited for applications in construction, automotive, infrastructure, machinery, and many other industries. By utilizing steel billets, manufacturers can efficiently produce steel products with precise dimensions, mechanical properties, and surface finishes. By controlling the composition and processing techniques of the billets, steel manufacturers can customize the final product to meet specific customer requirements, ensuring optimal performance and quality. In conclusion, steel billets serve as the foundation for manufacturing various steel products. They play a crucial role in shaping and forming steel into the desired finished products, enabling industries to effectively meet the diverse needs of modern society.
- Q:Fish pole carbon cloth tcf. Vcf. Svf. Hcf. On behalf of what?
- CF: is the abbreviation of Carbon Fiber in English, which means carbon fiber in ChineseCarbon fiber index for T (ton), ordinary carbon cloth is generally 20T-30T.Domestic ordinary carbon fishing rod material is generally 24T carbon fiber cloth. The higher the T value, the higher the strength and elasticity of the material.
1. Manufacturer Overview |
|
|---|---|
| Location | |
| Year Established | |
| Annual Output Value | |
| Main Markets | |
| Company Certifications | |
2. Manufacturer Certificates |
|
|---|---|
| a) Certification Name | |
| Range | |
| Reference | |
| Validity Period | |
3. Manufacturer Capability |
|
|---|---|
| a)Trade Capacity | |
| Nearest Port | |
| Export Percentage | |
| No.of Employees in Trade Department | |
| Language Spoken: | |
| b)Factory Information | |
| Factory Size: | |
| No. of Production Lines | |
| Contract Manufacturing | |
| Product Price Range | |
Send your message to us
Alloyed Steel Billets or Blooms Manufactured by Continue Casting Furnace
- Ref Price:
-
- Loading Port:
- Tianjin
- Payment Terms:
- TT OR LC
- Min Order Qty:
- 1000 m.t.
- Supply Capability:
- 10000 m.t./month
OKorder Service Pledge
OKorder Financial Service
Similar products





New products





Hot products





Related keywords

